English
English 中文简体
中文简体 русский
русский عربى
عربى
محتوى
- 1 الأنواع الخمسة الأساسية للمفاصل للحام الانصهار
- 2 بعقب مشترك – أساس اللحام بعقب الانصهار
- 3 مفصل T (Tee Joint) – التوصيلات المتفرعة والهيكلية
- 4 مفصل الزاوية – العبوات والخزانات والهياكل المصنعة
- 5 اللفة المشتركة – الأعضاء المتداخلة وتطبيقات المواد الرقيقة
- 6 وصلة الحافة – لوحة رقيقة وصفائح معدنية
- 7 مقارنة بين أنواع المفاصل الخمسة: نقاط القوة والضعف والتطبيقات النموذجية
- 8 كيف يؤثر اختيار نوع الوصلة على اختيارات آلة اللحام بعقب الانصهار
- 9 التحضير المشترك: الخطوة التي تحدد جودة اللحام قبل بدء تشغيل الآلة
- 10 فحص خرزة اللحام: قراءة الوصلة المؤخرة بعد الدمج
- 11 المعايير والشهادات التي تحكم اللحام الانصهار بعقب
- 12 العيوب الشائعة في المفاصل الدمجية وكيفية الوقاية منها
- 13 الأسئلة المتداولة
- 13.1 أي من أنواع المفاصل الخمسة هو الأقوى في اللحام بالصهر؟
- 13.2 هل يمكن لآلة اللحام الانصهار التناكبي لحام جميع أنواع الوصلات الخمسة؟
- 13.3 ما هو نطاق القطر الذي تغطيه آلات اللحام بالصهر التناكبي عادةً؟
- 13.4 هل تم استخدام وصلة اللفة في لحام الأنابيب؟
- 13.5 ما المدة التي يستغرقها اللحام التناكبي حتى يبرد قبل أن يتم إجهاد المفصل؟
الأنواع الخمسة الأساسية للمفاصل للحام الانصهار
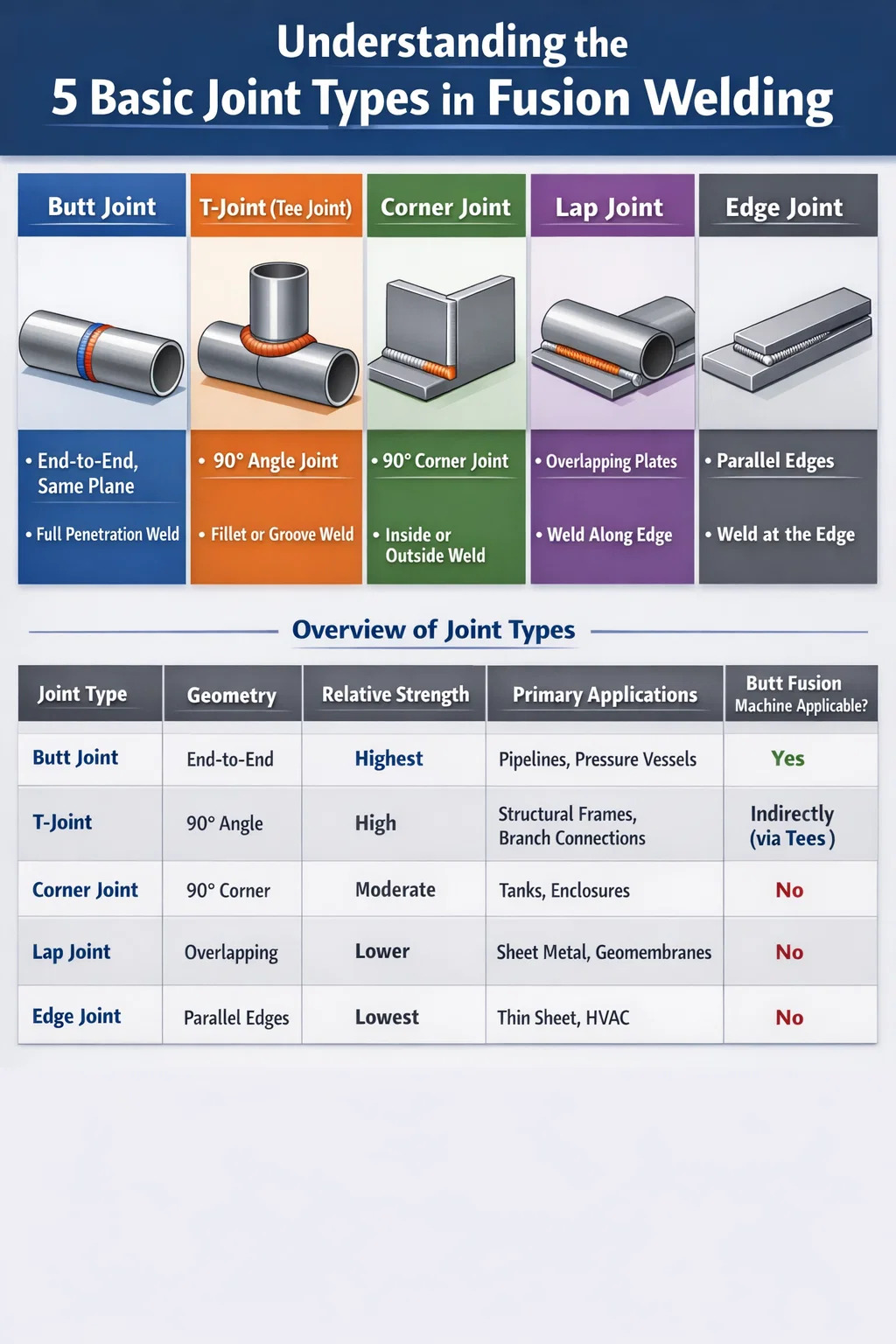
الأنواع الخمسة الأساسية للمفاصل المستخدمة في اللحام بالصهر هي: مفصل بعقب، مفصل T (مفصل تي)، مفصل زاوية، مفصل حضن، ومفصل حافة . يخدم كل منها غرضًا هيكليًا مميزًا ويحدد كيفية وضع قطعتين من المادة الأساسية وربطهما. يؤدي اختيار نوع الوصلة الخاطئ إلى تركيز الضغط، وضعف اللحامات، والفشل المبكر - خاصة في أنظمة الأنابيب ذات الضغط المقدر حيث ماكينات لحام بعقب الانصهار هي المعدات القياسية. إن فهم متى ولماذا يتم استخدام كل مفصل ليس تمرينًا نظريًا؛ فهو يؤثر بشكل مباشر على ضيق التسرب، والقدرة على التحمل، وعمر الخدمة.
في الأنابيب البلاستيكية الحرارية - أنظمة HDPE، PP-R، وPVDF - يرتبط اختيار نوع الوصلة ارتباطًا وثيقًا باختيار المعدات. على سبيل المثال، تم تصميم آلة لحام الدمج التناكبي خصيصًا للوصلات التناكبية على أطراف الأنابيب، واستخدامها في أي شكل هندسي آخر يتطلب أدوات خاصة أو ببساطة غير قابل للتطبيق. إن معرفة حدود كل نوع مشترك يساعد المهندسين والطواقم الميدانية على اتخاذ قرارات أفضل قبل وضع حبة واحدة.
بعقب مشترك – أساس اللحام بعقب الانصهار
يضع المفصل المؤخر قطعتين من المواد من طرف إلى طرف على نفس المستوى. إنه التكوين المشترك الأكثر استخدامًا على نطاق واسع في بناء خطوط الأنابيب وتصنيع أوعية الضغط لأن مسار اللحام يمر مباشرة عبر المقطع العرضي لكلا الجزأين، مما يسمح بالاندماج الكامل للاختراق. عند تنفيذها بشكل صحيح، تحقق الوصلة التناكبية قوة قريبة من المعدن الأم وتوزع الحمل بالتساوي عبر منطقة اللحام بأكملها.
هذه هي بالضبط الهندسة التي آلات اللحام الانصهار بعقب بنيت للتعامل معها. تقوم الآلة بتثبيت كل من الأنابيب أو نهايات التركيب في تركيبات محاذاة، وتواجه أسطح التزاوج باستخدام أداة تشذيب دوارة لإنشاء وجوه تلامس مسطحة ومتوازية تمامًا، وتسخن كلا السطحين في وقت واحد مقابل لوحة تسخين معايرة، ثم تسحب اللوحة وتطبق ضغط اندماج متحكم فيه لتشكيل المفصل. والنتيجة هي لحام مستمر ومتجانس عبر 100% من سمك جدار الأنبوب.
لماذا تهيمن المفاصل التناكبية على أنظمة الأنابيب البلاستيكية الحرارية
بالنسبة لشبكات أنابيب HDPE التي تعمل عند ضغوط تتراوح من 4 بار إلى 25 بار، فإن الوصلة التناكبية هي المفضلة عالميًا تقريبًا. تظهر الدراسات التي أجريت على لحام أنابيب HDPE باستمرار قوة شد عند أو أعلى 95% من تصنيف المواد الأساسية عندما تتبع إجراءات الدمج المؤخر بروتوكولات ايزو 21307 أو أستم F2620. لا يقدم المفصل أي رافعة ضغط زاوي ويحافظ على التجويف الداخلي الكامل للأنبوب، وهو أمر بالغ الأهمية لكفاءة التدفق في توزيع المياه، ونقل الغاز، ومعالجة السوائل الصناعية.
تتوفر آلات اللحام التناكبي عبر نطاق واسع من الأقطار — وحدات هيدروليكية مدمجة تتعامل مع الأنابيب من DN 63 مم حتى الآلات ذات الإطار الكبير التي تعالج DN 1600 مم وما فوق. تقوم المتغيرات التي يتم التحكم فيها بواسطة CNC بتسجيل درجة حرارة لوحة التسخين وضغط الدمج ووقت المكوث تلقائيًا، مما يؤدي إلى إنشاء سجلات التتبع الرقمية التي تلبي متطلبات تسجيل البيانات ايزو 12176-4 لمشاريع البنية التحتية الحيوية.
المعلمات الرئيسية التي تحدد جودة المفاصل المؤخرة
- درجة حرارة لوحة السخان: عادة 200-230 درجة مئوية بالنسبة لـ HDPE، يتم التحقق منها باستخدام مقياس حرارة تلامسي تمت معايرته قبل كل دورة لحام
- وقت التسخين: يتم حسابه على أساس سمك جدار الأنبوب (SDR)، عادة ما بين 40 و210 ثانية لسمك الجدار من 4 مم إلى 60 مم
- وقت التغيير: يجب أن تظل الفترة الفاصلة بين إزالة اللوحة وإغلاق المفصل أقل من الحدود المحددة — عادةً 4-6 ثواني لمعظم درجات HDPE
- ضغط الانصهار: يتم حسابه من القطر الخارجي للأنبوب وسمك الجدار، وليس تخمينًا - يجب التحقق من مقاييس الضغط الموجودة على آلة اللحام بالصهر وفقًا للمعايير التي يمكن تتبعها
- وقت التبريد تحت الضغط: يؤدي الإطلاق المبكر إلى إنشاء لحامات إسفنجية ضعيفة؛ يتم تحديد الحد الأدنى لفترات التبريد لكل مادة وسمك الجدار في معايير إجراءات اللحام
يعد عدم المحاذاة متغيرًا آخر يجب على الجهاز التحكم فيه. إن التسامح مع استدارة أنبوب HDPE يعني أن الأطراف نادراً ما تتطابق تمامًا. تشتمل آلات اللحام الجيدة بمشابك المحاذاة الهيدروليكية التي تصحح البيضاوية والانحراف الزاوي، مما يحافظ على عدم التطابق أسفل 10% من سمك الجدار الحد المحدد بواسطة دفس 2207-1 والمعايير المماثلة.
مفصل T (Tee Joint) – التوصيلات المتفرعة والهيكلية
يتم تشكيل مفصل T، الذي يسمى أيضًا مفصل الإنطلاق، عندما تلتقي قطعة من المادة بأخرى بزاوية 90 درجة، مما يؤدي إلى إنشاء مقطع عرضي يشبه الحرف T. أحد الأعضاء هو الويب (العمودي)، والآخر هو الحافة (القاعدة). هذا التكوين شائع للغاية في تصنيع الفولاذ الهيكلي، وبناء السفن، ومرفق فوهة أوعية الضغط، وتوصيلات فروع الأنابيب.
في اللحام بدمج المعادن - لحام MIG، وTIG، واللحام بالقوس المغمور - يتم لحام وصلات T بلحام شرائح على طول جانبي الشبكة، أو بلحام أخدود اختراق جزئي/كامل عندما تكون هناك حاجة إلى قوة أعلى ومقاومة للتعب. عادةً ما يوفر لحام الشرائح على الوجهين على مفصل T بطول ساق يساوي 0.7 مرة سماكة اللوحة قوة كافية للأحمال الثابتة، لكن التحميل الديناميكي أو الدوري يتطلب اختراقًا كاملاً وفحصًا دقيقًا للجذور.
المفاصل T في أنظمة اللدائن الحرارية
في أنابيب البولي إيثيلين عالي الكثافة (HDPE) والبولي بروبيلين، لا يتم إنشاء وصلات T الحقيقية بين الأنابيب عن طريق اللحام المباشر بالانصهار في الحقل بنفس طريقة المعدن. بدلاً من ذلك، يتم إدخال تركيبات تي شيرت مسبقة الصنع ذات نهايات مدمجة في الخط، ويتم تشكيل اتصال الفرع من خلال مفصلين تناكبين - واحد على كل جانب من جوانب التركيب. هذا يعني آلات اللحام الانصهار بعقب لا تزال الأداة المفضلة حتى بالنسبة لخطوط الأنابيب المتفرعة، لأن مشكلة الهندسة يتم حلها في مرحلة تصميم التركيب، وليس في مرحلة اللحام.
توفر تركيبات سرج الصهر الكهربائي طريقة بديلة لإنشاء وصلات فرعية دون قطع الأنبوب الرئيسي - يتم تنشيط القاطع داخل التركيب بعد الدمج لفتح مسار التدفق. تُستخدم هذه الطريقة بشكل شائع لتوصيلات خدمة الغاز حيث لا يمكن انقطاع الضغط.
مفصل الزاوية – العبوات والخزانات والهياكل المصنعة
تربط وصلة الزاوية قطعتين من المواد عند حوافهما، وتشكل زاوية 90 درجة - مثل زاوية الصندوق أو الإطار المستطيل. يتم وضع اللحام إما على الوجه الداخلي (مفصل زاوية مغلق)، أو على الوجه الخارجي (مفصل زاوية مفتوح)، أو كليهما، اعتمادًا على ظروف التحميل ومتطلبات إمكانية الوصول.
تنتشر وصلات الزوايا في تصنيع الخزانات والمرفقات والإطارات الهيكلية وتجميعات الصفائح المعدنية. بالنسبة لتطبيقات الاحتفاظ بالضغط، عادة ما تكون هناك حاجة إلى وصلة زاوية مفتوحة مع اختراق كامل للجذر، الأمر الذي يتطلب تحضيرًا دقيقًا للمفاصل وتحكمًا محكمًا في التركيب. الخطر في مفاصل الزاوية هو الاندماج غير الكامل في الجذر، مما يخلق درجة تركز الضغط تحت التحميل الدوري.
في تصنيع خزانات اللدائن الحرارية - أوعية تخزين المواد الكيميائية المصنوعة من البولي إيثيلين والبولي بروبيلين - يتم إنتاج اللحامات الزاوية عن طريق اللحام بالغاز الساخن أو اللحام بالبثق بدلاً من الدمج التناكبي. تسمح المرونة وقطر الشعلة الصغير لمعدات الغاز الساخن بالعمل في زوايا محصورة، بينما يقوم اللحام بالبثق بترسيب حبة مستمرة من مادة الحشو في مسار واحد، مما يقلل من العمالة المتعددة التمريرات ويحسن اتساق اللحام في أقسام اللوحة السميكة.
اللفة المشتركة – الأعضاء المتداخلة وتطبيقات المواد الرقيقة
يتم تشكيل مفصل اللفة عن طريق تداخل قطعتين من المواد واللحام على طول الحافة المكشوفة لواحدة أو كليهما. يقدم المفصل انحرافًا طبيعيًا - مسار الحمل ليس مستقيمًا - مما يخلق لحظات انحناء وتركيزات إجهاد عند أصابع اللحام. لهذا السبب، يتم تجنب المفاصل اللفة بشكل عام في الأعضاء الهيكلية الأساسية وأنظمة الضغط، ولكنها تستخدم على نطاق واسع في أعمال الصفائح المعدنية، وألواح هياكل السيارات، والتطبيقات التي يحد فيها الوصول من جانب واحد من الخيارات الأخرى.
تعتمد قوة مفصل الحضن بشكل كبير على طول التداخل. القاعدة الشائعة في التصميم الإنشائي هي جعل التداخل على الأقل أربعة أضعاف سمك العضو الأرق . تعمل مفاصل اللفة مزدوجة الجوانب - مع لحام شرائح على كلا الحافتين - على توزيع الانحراف بشكل متساوٍ وتكون أقوى بكثير من المتغيرات أحادية الجانب.
نادرًا ما يتم العثور على مفاصل اللفة في لحام أنابيب اللدائن الحرارية. عندما تظهر - على سبيل المثال في لحام صفائح البطانة أو لحام الأغشية الأرضية - يتم استخدام آلات لحام إسفينية متخصصة ومعدات بثق الهواء الساخن بدلاً من آلات اللحام القياسية. يتم اختبار اللحامات اللفة للأغشية الأرضية HDPE لتطبيقات بطانة مدافن النفايات من خلال اختبار قناة ضغط الهواء، حيث يقوم اللحام ثنائي المسار بإنشاء قناة محكمة الغلق يتم ضغطها للكشف عن التسربات قبل الردم.
وصلة الحافة – لوحة رقيقة وصفائح معدنية
تقوم وصلة الحافة بدمج حواف قطعتين متوازيتين أو أكثر من المواد الموجودة في نفس المستوى ومكدسة معًا عند حوافها. وهو الأقل شيوعًا بين أنواع المفاصل الأساسية الخمسة في التطبيقات الهيكلية ويستخدم بشكل أساسي للصفائح المعدنية الرقيقة والحواف ذات الحواف والتصنيع الخفيف حيث لا تحمل المفصل حمولة كبيرة.
تعتبر وصلات الحواف نموذجية في التطبيقات مثل صناديق الصفائح المعدنية، وحواف مجاري الهواء HVAC، وأغطية المبادل الحراري. في هذه السياقات، يوفر اللحام الختم بدلاً من القوة الهيكلية. بالنسبة للمواد الرقيقة - اللوحة التي يقل سمكها عن 3 مم - يكون خطر الاحتراق كبيرًا، وتوفر الوصلة الحد الأدنى من المقاومة للقوى المطبقة بشكل عمودي على مستوى اللحام.
في تصنيع الأنابيب والصفائح البلاستيكية الحرارية، لا تعد وصلات الحواف من النوع القياسي للوصلات اللحامية لنفس الأسباب التي يتم تجنبها في الهياكل المعدنية المحملة. لا تتناسب الهندسة مع طرق التثبيت والضغط التي تستخدمها آلات اللحام بالصهر أو أدوات الصهر الكهربائي.
مقارنة بين أنواع المفاصل الخمسة: نقاط القوة والضعف والتطبيقات النموذجية
| نوع مشترك | الهندسة | القوة النسبية | التطبيقات الأولية | هل يمكن استخدام آلة دمج المؤخرة؟ |
|---|---|---|---|---|
| بعقب مشترك | نهاية إلى نهاية، نفس الطائرة | الأعلى (الاختراق الكامل ممكن) | خطوط الأنابيب وأوعية الضغط والأعضاء الهيكلية | نعم - التطبيق الأساسي |
| T-Joint | عضو واحد عمودي على آخر | عالي (مع لحام أخدود الاختراق الكامل) | الإطارات الهيكلية، وملحقات الفوهة، وفروع الأنابيب (عبر تركيبات المحملة) | بشكل غير مباشر (عبر تركيبات المحملة) |
| ركن مشترك | تلتقي الحواف عند زاوية (90°) | معتدل | الخزانات، العبوات، الإطارات، المقاطع الصندوقية | لا - يتم استخدام البثق أو اللحام بالغاز الساخن |
| اللفة المشتركة | الأعضاء المتداخلة | أقل (مسار تحميل غريب الأطوار) | الصفائح المعدنية، والسيارات، والأغشية الأرضية | لا - يتم استخدام آلات لحام الإسفين أو البثق |
| حافة مشتركة | حواف متوازية في نفس المستوى | الأدنى (الختم فقط، وليس الهيكلي) | ورقة رقيقة، مجاري الهواء HVAC، تصنيع خفيف | لا |
كيف يؤثر اختيار نوع الوصلة على اختيارات آلة اللحام بعقب الانصهار
يعد التفاعل بين الهندسة المشتركة واختيار المعدات أكثر أهمية مما توقعه العديد من مهندسي المشاريع في البداية. بمجرد أن يحدد المصمم تكوين الوصلة التناكبية لنظام الأنابيب البلاستيكية الحرارية، تصبح آلة اللحام التناكبي هي المعدات الافتراضية - ولكن "آلة اللحام التناكبي" ليست منتجًا واحدًا. يشتمل هذا المجال على وحدات هيدروليكية يدوية، وآلات هيدروليكية نصف أوتوماتيكية، وآلات الدمج الآلي CNC المؤتمتة بالكامل، ولكل منها قدرات مختلفة ونطاقات قطر قابلة للتطبيق.
آلات اللحام اليدوية مقابل آلات اللحام الهيدروليكية مقابل آلات اللحام CNC
عادةً ما تُستخدم آلات اللحام اليدوية للأنابيب ذات القطر الأصغر — DN 63 إلى DN 250 ملم - حيث يقوم المشغل بتطبيق ضغط الاندماج ومراقبته يدويًا باستخدام نظام يتم التحكم فيه بعزم الدوران. هذه الآلات محمولة، ومنخفضة التكلفة، وتستخدم على نطاق واسع من قبل مقاولي مرافق المياه ومركبي أنظمة الري. القيد هو الاعتماد على المشغل: ضغط الاندماج، ووقت التغيير، ونظام التبريد، كلها تعتمد على المهارات الفردية.
تعمل آلات اللحام بالصهر الهيدروليكي على توسيع النطاق العملي إلى أعلى حتى DN 630 مم وما بعده، وذلك باستخدام الأسطوانات الهيدروليكية لتطبيق والحفاظ على ضغط الصهر الدقيق المحدد في إجراء اللحام. تشتمل معظم الوحدات الهيدروليكية الحديثة على مقياس ضغط ومؤقت، لكن المشغل لا يزال يتحكم في التسلسل يدويًا. هذه الآلات هي العمود الفقري لمشاريع توزيع الغاز وتركيب المياه الرئيسية على مستوى العالم.
تعمل آلات اللحام بالدمج التناكبي التي يتم التحكم فيها بواسطة CNC على أتمتة تسلسل اللحام بالكامل - بدءًا من التحقق من مواجهة السطح وحتى التسخين والتغيير وزيادة ضغط الدمج والتبريد. يقوم الجهاز بتسجيل جميع بيانات العملية مقابل الرقم التسلسلي للحام، مما يؤدي إلى إنشاء مسارات تدقيق مناسبة للتوافق مع ISO 12176-4. هذه الآلات هي الاختيار القياسي للبنية التحتية الحيوية: تصنيع خطوط الأنابيب البحرية، وأنابيب نقل الغاز، وأنابيب المصانع الكيميائية حيث يجب أن يكون كل لحام قابلاً للتتبع وتكون تكلفة الوصلة الفاشلة مرتفعة للغاية.
طرق الربط التي تكمل دمج المؤخرة
حتى في المشاريع التي تهيمن عليها تكوينات المفاصل التناكبية - حيث تتعامل آلات اللحام التناكبي مع مسارات الأنابيب المستقيمة - تظهر أنواع أخرى من المفاصل وعمليات اللحام عند نقاط التحول:
- اللحام الكهربائي يتم استخدامه عندما لا يمكن تدوير الأنابيب أو عندما لا تتمكن آلة اللحام الانصهار التناكبي من الوصول إلى موقع المفصل - في الخنادق ذات مساحة العمل المحدودة، أو بالقرب من الجدران، أو عند الاتصال بالتيار الكهربائي المباشر الموجود
- اتصالات ذات حواف الانتقال بين الأنابيب البلاستيكية الحرارية والصمامات أو المعدات المعدنية - ليس وصلة اندماج على الإطلاق، بل واجهة ميكانيكية
- اندماج المقبس هو شكل من أشكال لحام المفاصل المتداخلة للأنابيب ذات القطر الصغير في خدمات البناء - يتم تسخين الأنابيب والوصلات بشكل منفصل ودفعها معًا، مما يؤدي إلى إنشاء وصلة تشبه هندسة المفصل الحضني
- اندماج المؤخرة بالأشعة تحت الحمراء يستخدم التسخين بالأشعة تحت الحمراء بدلاً من لوحات التسخين ذات الاتصال المباشر، مما يزيل خطر التلوث الناتج عن طلاء PTFE المتدهور على لوحات السخان التقليدية ويسرع وقت التغيير إلى أقل من 3 ثوانٍ على نماذج الماكينات المتوافقة.
التحضير المشترك: الخطوة التي تحدد جودة اللحام قبل بدء تشغيل الآلة
لا يمكن لأي آلة لحام بعقب - بغض النظر عن مدى تقدم أدوات التحكم الخاصة بها - أن تعوض عن ضعف إعداد المفاصل. تعد خطوة المواجهة (التشذيب) أمرًا بالغ الأهمية: يجب تشكيل طرفي الأنبوب بشكل مسطح ومتوازي وعمودي على محور الأنبوب، مع ترك القاطع المواجه سطحًا ناعمًا بدرجة كافية للسماح بالاتصال الكامل عبر منطقة التزاوج. تواجه فجوة أكثر من 0.3 مم للمواسير حتى DN 400 مم (لكل DVS 2207-1) هو سبب للرفض وإعادة المواجهة قبل المتابعة.
إن أداة القطع المواجهة المدمجة في آلة اللحام هي أداة دقيقة، ولكنها تتآكل. تنتج الشفرات الباهتة أسطحًا ممزقة بدلاً من الحلاقة، مع وجود علامات مرئية للأدوات وسحب الألياف في المادة. استبدال الشفرة بشكل منتظم — عادةً كل 50 إلى 100 عملية مواجهة اعتمادًا على مادة الأنابيب وقطرها، فهي مهمة صيانة يتجاهلها مشرفو المشروع كثيرًا حتى تظهر مشاكل جودة اللحام.
بعد المواجهة، يجب عدم لمس أطراف الأنابيب بالأيدي العارية - حيث تنتقل زيوت الجلد مباشرة إلى سطح الاندماج وتخلق جيوبًا ملوثة تمنع الترابط الجزيئي. تعتبر القفازات الخالية من الوبر ومساحة العمل النظيفة والجافة من المتطلبات الأساسية، ولكنها مهمة بشكل خاص بالنسبة للمفصل المؤخرة لأن منطقة الدمج بأكملها تعتمد على سطحين مستويين مما يجعل الاتصال الحراري والميكانيكي موحدًا.
الظروف المحيطة التي تؤثر على نتائج دمج المفاصل
تؤثر الرياح والأمطار ودرجات الحرارة الباردة بشكل مباشر على التوازن الحراري في لوحة السخان ومعدل تغلغل الحرارة في جدار الأنبوب. تتطلب معظم الشركات المصنعة لآلات اللحام الانصهار التناكبي ومعايير إجراءات اللحام ما يلي:
- تكون درجة الحرارة المحيطة أثناء اللحام على الأقل 5 درجة مئوية ، مع إجراءات خاصة بالطقس البارد لدرجات حرارة منخفضة تعمل على إطالة وقت التسخين
- يتم استخدام درع الرياح (خيمة أو مصدات الرياح) عندما تتجاوز سرعة الرياح 3 م / ث لمنع التبريد غير المتساوي للوحة السخان وخرزة الذوبان
- يتم تجفيف أطراف الأنابيب وإعادتها إلى درجة الحرارة المحيطة قبل اللحام إذا تم تخزينها في ظروف باردة - يؤدي دمج طرف الأنبوب البارد بلوحة ساخنة إلى إنتاج ذوبان سطحي لا يخترق إلى العمق المطلوب
- يجب تجنب أشعة الشمس المباشرة على سطح لوحة السخان، حيث أن الأشعة فوق البنفسجية والتسخين الشمسي غير المتساوي يمكن أن يسبب تدرجات في درجة حرارة السطح تتجاوز ±5 درجة مئوية.
فحص خرزة اللحام: قراءة الوصلة المؤخرة بعد الدمج
إحدى المزايا العملية للمفصل التناكبي الذي تنتجه آلة اللحام التناكبي هي أن حبة الاندماج (الوميض المتدحرج عند اللحام) تكون مرئية من الخارج وتوفر ردود فعل الجودة في الوقت الفعلي دون إجراء اختبارات مدمرة. يجب أن تكون الحبة المشكلة بشكل صحيح:
- متماثل على جانبي خط اللحام المركزي - يشير عدم التماثل إلى التسخين غير المتساوي أو نهايات الأنابيب المنحرفة
- مستمر حول المحيط بالكامل - تشير الفجوات أو أقسام الخرز المتقطعة إلى عدم كفاية وقت التسخين أو التلوث
- ضمن نطاق ارتفاع الخرزة المحدد لقطر الأنبوب وSDR - صغير جدًا يعني نقص الانصهار، وكبير جدًا يشير إلى تسخين أو ضغط زائدين
- خالية من الأخدود أو الوادي المرئي عند جذر الخرزة (الخط بين الخرزة وسطح الأنبوب) - يشير الأخدود الحاد إلى الانصهار البارد في الواجهة
توفر المواصفة DVS 2202-1 وEN 12814-3 معايير قبول هندسية كمية للحامات التناكبية HDPE وPP. تتطلب العديد من برامج الجودة أيضًا اختبارات تدميرية دورية - اختبارات الانحناء، واختبارات الشد، واختبارات التأثير على عينات لحام الإنتاج - للتحقق من أن قوة الرابطة الفعلية تلبي المواصفات بغض النظر عن مظهر الخرزة.
لخطوط الأنابيب الحرجة، اختبار الموجات فوق الصوتية للصفيف المرحلي (PAUT) أصبح قابلاً للاستخدام في اللحامات التناكبية HDPE في العقد الماضي، حيث يكتشف الفراغات الداخلية ومناطق الاندماج البارد وشوائب التلوث التي لا يمكن لفحص الخرز الكشف عنها. لا يحل PAUT محل فحص الخرزات ولكنه يضيف فحصًا غير مدمر للسطح تحت السطح والذي يتم تحديده بشكل متزايد في مشاريع نقل الغاز وخطوط الأنابيب البحرية.
المعايير والشهادات التي تحكم اللحام الانصهار بعقب
تعتبر الوصلة التناكبية في أنظمة الأنابيب البلاستيكية الحرارية واحدة من أكثر الوصلات الملحومة القياسية دقة في أي صناعة. يغطي النظام البيئي للمعايير ذات الصلة المعدات والإجراءات وتأهيل المشغلين والتفتيش:
| قياسي | النطاق | المنطقة |
|---|---|---|
| ISO 21307 | إجراءات اللحام الانصهار لأنابيب ووصلات HDPE | دولي |
| ASTM F2620 | ربط الانصهار الحراري لأنابيب HDPE وتجهيزاتها | لاrth America |
| DVS 2207-1 | لحام اللدائن الحرارية - اللحام التناكبي للأنابيب ومكونات الأنابيب والصفائح المصنوعة من البولي إيثيلين | ألمانيا / الاتحاد الأوروبي |
| ايزو 12176-1 | معدات لحام اللدائن الحرارية - المتطلبات | دولي |
| ISO 12176-4 | متطلبات تسجيل البيانات لآلات اللحام الانصهار بعقب | دولي |
| إن 13067 | تأهيل العاملين في مجال لحام البلاستيك – التجميعات الملحومة بالحرارة | الاتحاد الأوروبي |
يتطلب مؤهل المشغل بموجب EN 13067 أو المعايير الوطنية المكافئة المعرفة النظرية واختبار اللحام العملي الذي تشهده هيئة فحص معتمدة. يجب على عمال اللحام المعتمدين إثبات معرفتهم بجميع أنواع الوصلات الخمسة الأساسية ويتم تقييمهم على وجه التحديد بشأن الدمج التناكبي - بما في ذلك إعداد المعلمات وتشغيل الماكينة وتقييم الخرز واستكشاف العيوب الشائعة وإصلاحها. عادة ما تكون إعادة الاعتماد مطلوبة كل سنتين ، مع وجود دليل على نشاط اللحام الحديث اللازم للحفاظ على حالة الشهادة النشطة.
العيوب الشائعة في المفاصل الدمجية وكيفية الوقاية منها
يعد فهم آليات الخلل في المفصل التناكبي أمرًا ضروريًا لأي شخص يقوم بتحديد أو تشغيل آلات اللحام التناكبي. أوضاع الفشل الأكثر توثيقًا هي:
الانصهار البارد
يحدث الاندماج البارد عندما يتم ضم أسطح التزاوج قبل الوصول إلى درجة حرارة الذوبان الكاملة، أو عندما يكون وقت التحول طويلًا جدًا وتنخفض درجة حرارة السطح إلى ما دون عتبة الذوبان. يبدو المفصل مقبولًا بصريًا — تتشكل الخرزات — لكن الانتشار الجزيئي الفعلي عند السطح البيني غير كافٍ. يجتاز اللحام الفحص البصري ولكنه يفشل تحت الضغط أو اختبار الانحناء. الوقاية: الالتزام الصارم بأوقات التسخين، ومعايرة درجة حرارة لوحة السخان، والتحكم الدقيق في وقت التغيير.
التلوث
الأوساخ أو الرطوبة أو الزيت أو طلاء PTFE المتدهور من لوحة السخان التي تنتقل إلى سطح الذوبان يخلق شوائب تترابط بشكل سيئ. يعد التلوث سببًا رئيسيًا لفشل الزحف على المدى الطويل في اللحامات التناكبية لأنابيب المياه HDPE. الوقاية: الفحص المنتظم للوحة السخان واستبدال PTFE، وتنظيف مواقع العمل، وبروتوكولات المناولة التي تمنع الاتصال بين الأيدي العارية أو الأدوات ونهايات الأنابيب المواجهة.
اختلال
يؤدي الاختلال الزاوي أو الجانبي إلى حدوث إجهاد الانحناء في منطقة اللحام. حتى أ إزاحة زاويّة بمقدار 1 درجة في أنبوب DN 400 HDPE يترجم إلى تركيز الإجهاد الذي يقلل من عمر التعب بشكل كبير تحت تحميل الضغط الدوري. الوقاية: دعم الأنابيب المناسب، وتركيبات التثبيت عالية الجودة على آلة اللحام، والتحقق من المحاذاة قبل وبعد المواجهة.
التدهور في واجهة اللحام
يؤدي ارتفاع درجة الحرارة - درجة حرارة لوحة السخان مرتفعة جدًا أو وقت التسخين طويلًا جدًا - إلى التدهور الحراري للبولي إيثيلين على سطح المنصهر. المواد المتدهورة لها وزن جزيئي أقل، واستطالة أقل عند الكسر، وزيادة التعرض للهجوم التأكسدي. قد يبدو اللحام صحيحًا بصريًا ولكنه سيفشل قبل الأوان في الخدمة. الوقاية: التحقق من درجة حرارة لوحة التسخين ومعايرتها قبل كل نوبة عمل؛ لا يوجد "تراكم" للحرارة في الأنابيب ذات الجدران السميكة عن طريق زيادة درجة الحرارة لتقصير وقت التسخين.
الأسئلة المتداولة
أي من أنواع المفاصل الخمسة هو الأقوى في اللحام بالصهر؟
يحقق المفصل التناكبي باستمرار أعلى قوة عندما يتم تحقيق الدمج الكامل للاختراق، لأن مسار اللحام يمر بشكل مستمر عبر المقطع العرضي الكامل دون انحراف مركزي أو انحراف مسار الحمل الزاوي. في الأنابيب البلاستيكية الحرارية HDPE، تصل وصلات الدمج التناكبي المصنوعة بشكل صحيح إلى 95% أو أكثر من قوة شد المادة الأساسية.
هل يمكن لآلة اللحام الانصهار التناكبي لحام جميع أنواع الوصلات الخمسة؟
لا، لقد تم تصميم آلات اللحام التناكبي خصيصًا للوصلات التناكبية على أطراف الأنابيب وحواف الألواح المسطحة. تتطلب مفاصل T، ومفاصل الزاوية، والمفاصل الحضنية، ومفاصل الحافة معدات مختلفة - مسدسات لحام بالبثق، أو مشاعل غاز ساخن، أو أدوات رقص متخصصة - أو يتم تناولها في مرحلة التركيب/التصميم بدلاً من مرحلة اللحام الميداني.
ما هو نطاق القطر الذي تغطيه آلات اللحام بالصهر التناكبي عادةً؟
تتوفر آلات لحام الدمج التناكبي التجارية لأقطار الأنابيب التي تتراوح من DN 20 مم تقريبًا عند الطرف الصغير (يتولى دمج المقبس عادةً تحت هذا) حتى DN 1600 مم وفي بعض التكوينات DN 2000 مم وما بعدها لمشاريع البنية التحتية الكبيرة. يغطي كل إطار آلة نطاق قطر محدد، وتسمح إدخالات المخفض أو مجموعات الفك لآلة واحدة بالتعامل مع أقطار متعددة ضمن نطاقها المقدر.
هل تم استخدام وصلة اللفة في لحام الأنابيب؟
في شبكات الأنابيب البلاستيكية الحرارية القياسية، لا - لا تعد الوصلة الحضنية من أنواع الوصلات المعترف بها لأنابيب الضغط. يظهر في لحام صفائح الأغشية الأرضية HDPE لتطبيقات الاحتواء باستخدام آلات اللحام الإسفينية، وفي دمج المقبس (الذي يشبه هندسة اللفة)، ولكن ليس في تكوينات خطوط الأنابيب حيث يتم نشر آلات اللحام بالدمج التناكبي.
ما المدة التي يستغرقها اللحام التناكبي حتى يبرد قبل أن يتم إجهاد المفصل؟
يختلف وقت التبريد تحت ضغط الانصهار باختلاف سمك جدار الأنبوب. بالنسبة لأنابيب HDPE، فإن القاعدة الشائعة هي أن لا تقل عن 10 دقائق لكل ملليمتر من سمك الجدار عند درجات حرارة محيطة أعلى من 10 درجات مئوية - مما يعني أن أنبوب الجدار بقطر 20 مم يتطلب 200 دقيقة على الأقل من التبريد قبل أن يتم تحرير الوصلة من آلة لحام الصهر والتعامل معها. تعد أوقات التبريد الأقصر سببًا شائعًا لفشل اللحامات المسحوبة على البارد قبل الأوان.