English
English 中文简体
中文简体 русский
русский عربى
عربى
محتوى
- 1 ماذا ماكينات لحام بعقب الانصهار افعل ذلك بالفعل - الإجابة المختصرة
- 2 كيف تعمل عملية دمج المؤخرة خطوة بخطوة
- 3 أنواع آلات اللحام بعقب الانصهار في السوق
- 4 مكونات الماكينة الرئيسية التي تحتاج إلى فهمها
- 5 معلمات العملية الحرجة وكيفية حسابها
- 6 العيوب الشائعة في المفاصل المؤخره وأسبابها
- 7 كيفية اختيار آلة اللحام المؤخرة المناسبة لمشروعك
- 8 أبرز الشركات المصنعة لآلات اللحام بعقب الانصهار
- 9 مراقبة الجودة واختبار وصلات الدمج المؤخرة
- 10 بعقب الانصهار مقابل الكهربائي: متى تستخدم أيهما
- 11 متطلبات صيانة ومعايرة الآلة
- 12 تأثير الظروف البيئية على جودة دمج المؤخرة
ماذا ماكينات لحام بعقب الانصهار افعل ذلك بالفعل - الإجابة المختصرة
تقوم آلات اللحام التناكبي بربط الأنابيب البلاستيكية الحرارية - الأكثر شيوعًا HDPE (البولي إيثيلين عالي الكثافة) - عن طريق تسخين طرفي الأنبوب إلى درجة حرارة ذوبان دقيقة، ثم ضغطهما معًا تحت ضغط متحكم فيه لتشكيل وصلة دائمة ومتجانسة. والنتيجة هي المفصل الذي، عندما يتم القيام به بشكل صحيح، هو قوية مثل أو أقوى من الأنبوب نفسه بدون تركيبات أو مواد لاصقة أو موصلات ميكانيكية.
هذه العملية هي العمود الفقري لشبكات توزيع المياه وخطوط أنابيب الغاز وأنظمة السوائل الصناعية وخطوط ملاط التعدين في جميع أنحاء العالم. أي مهندس أو مقاول يعمل مع أنابيب البولي إيثيلين التي يزيد قطرها عن 63 مم (حوالي 2.5 بوصة) سيواجه الانصهار المؤخر كطريقة ربط أساسية. إن فهم الآلة - مكوناتها، ومعاييرها، وحدودها - يحدد بشكل مباشر ما إذا كان المفصل سيصمد لمدة 50 عامًا أو يفشل في غضون أشهر.
كيف تعمل عملية دمج المؤخرة خطوة بخطوة
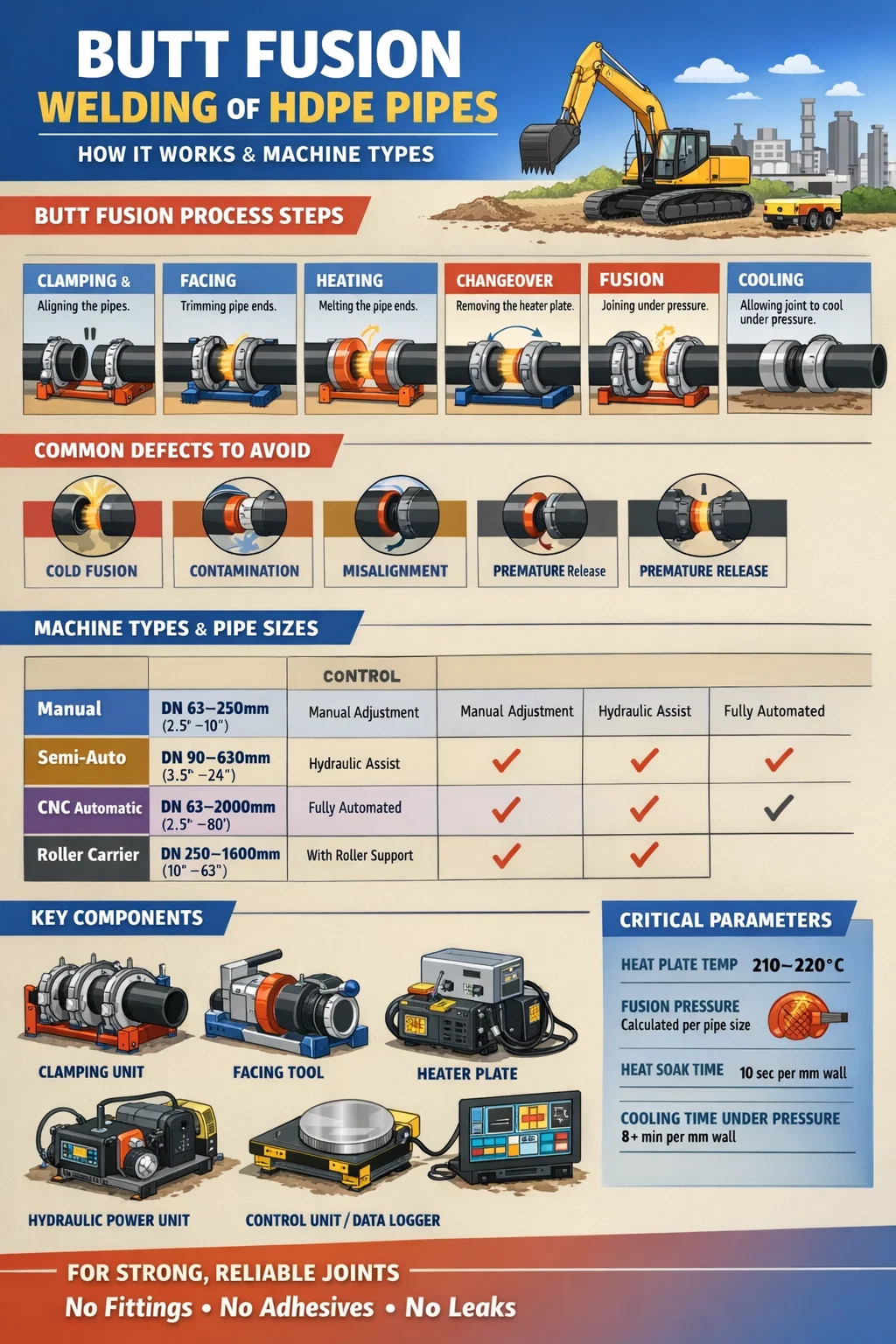
تتبع عملية اللحام بعقب الانصهار تسلسلًا صارمًا. يؤدي تخطي أي مرحلة أو التسرع فيها إلى حدوث عيوب قد لا تكون مرئية خارجيًا ولكنها تقلل بشكل كبير من سلامة المفصل. فيما يلي التسلسل القياسي المستخدم في الصناعة:
المرحلة 1 – التثبيت والمحاذاة
يتم تحميل نهايات الأنابيب في فكي التثبيت بالماكينة. تعد المحاذاة الصحيحة أمرًا بالغ الأهمية - حيث يعتبر سوء المحاذاة الذي يتجاوز 10% من سمك الجدار عيبًا وفقًا لمعايير ايزو 21307 ودفس 2207-1. تشتمل معظم الأجهزة الحديثة على أدلة محاذاة، ويتضمن بعضها التحقق من المحاذاة بمساعدة الليزر أو التحقق الرقمي.
المرحلة 2 - المواجهة (التشذيب)
يتم إدخال أداة تسوية دوارة أو أداة مواجهة بين نهايات الأنبوب وتقليم كلا الوجهين في وقت واحد حتى يصبحا مسطحين ومتوازيين وخاليين من التلوث. تكتمل عملية المواجهة عندما يتم إنتاج أشرطة متواصلة وغير مكسورة من المواد من كلا الجانبين. يجب إزالة الرقائق بالكامل قبل المرحلة التالية - أي نشارة متبقية على وجه الأنبوب ستسبب نقاط ضعف.
المرحلة 3 - التدفئة
يتم إدخال لوحة ساخنة (لوحة سخان) بين طرفي الأنبوب. عادة ما يتم ضبط درجة حرارة اللوحة لـ HDPE بين 200 درجة مئوية و230 درجة مئوية (392 درجة فهرنهايت - 446 درجة فهرنهايت) ، مع كون 210 درجة مئوية - 220 درجة مئوية هو نطاق العمل الأكثر شيوعًا. يتم ضغط أطراف الأنابيب على اللوحة عند ضغط سحب محدد (الحد الأدنى من القوة اللازمة للتغلب على احتكاك الماكينة) حتى تتشكل حبة بالارتفاع الصحيح حول المحيط - عادةً من 1 مم إلى 2.5 مم اعتمادًا على سمك جدار الأنبوب. ثم يتم تقليل الضغط إلى الصفر تقريبًا بينما ينقع الأنبوب وتتغلغل الحرارة بشكل أعمق في الجدار. يعد وقت النقع هذا أمرًا بالغ الأهمية ويتم حسابه على أنه حوالي 10 ثوانٍ لكل ملليمتر من سمك الجدار.
المرحلة الرابعة - إزالة اللوحة وتغييرها
تتم إزالة لوحة السخان بسرعة. يجب أن يحدث هذا التحول خلال فترة زمنية قصوى — عادة من 3 إلى 6 ثواني اعتمادا على قطر الأنبوب. إذا استغرق التحول وقتا طويلا، فإن السطح المنصهر يبرد إلى ما دون درجة حرارة الانصهار وسيكون المفصل باردا. يعد هذا أحد الأسباب الأكثر شيوعًا لفشل المفاصل الدمجية في الظروف الميدانية.
المرحلة الخامسة - الاندماج (الانضمام تحت الضغط)
يتم جمع طرفي الأنبوب معًا ويتم تطبيق ضغط الانصهار. يجب أن يتراكم هذا الضغط خلال فترة زمنية محددة (عادةً 3-6 ثوانٍ للأنابيب ذات القطر الكبير) ثم يتم الحفاظ عليه طوال مرحلة التبريد. يتم حساب ضغط الاندماج بناءً على مساحة المقطع العرضي للأنبوب ومتطلبات الضغط السطحي الخاصة بالمواد - بالنسبة لـ HDPE PE100، يكون هذا عادةً 0.15 ن/مم2 مساحة المقطع العرضي للأنابيب.
المرحلة 6 – التبريد تحت الضغط
يجب أن يبرد المفصل تمامًا تحت ضغط الاندماج الكامل قبل تحريره من المشابك. يتم تحديد الحد الأدنى لأوقات التبريد تحت الضغط وفقًا للمعايير - بالنسبة لأنبوب بسمك جدار يبلغ 40 مم، قد يعني هذا الاحتفاظ بالضغط لمدة أكثر من 60 دقيقة . يؤدي تحرير الضغط مبكرًا إلى تشوه حبة المفصل وإنشاء فراغات داخلية. يمكن استخدام سترات التبريد المائي لتسريع هذه المرحلة في بعض العمليات ولكن يجب تطبيقها بشكل صحيح.
أنواع آلات اللحام بعقب الانصهار في السوق
يتم تصنيع آلات اللحام بعقب الانصهار في مجموعة واسعة من الأحجام ومستويات الأتمتة. يعتمد الاختيار الصحيح على نطاق قطر الأنبوب، وظروف موقع العمل، والإنتاجية المطلوبة، والميزانية. فيما يلي تفصيل للفئات الرئيسية:
| نوع الآلة | نطاق القطر النموذجي | النظام الهيدروليكي | تسجيل البيانات | حالة الاستخدام النموذجية |
|---|---|---|---|---|
| يدوي / ميكانيكي | DN 63-250 مم | المسمار اليدوي أو الرافعة | لا شيء | إصلاحات صغيرة وميزانيات محدودة |
| هيدروليك نصف آلي | DN 90-630 مم | هيدروليكي، التحكم اليدوي | مسجل خارجي اختياري | بناء خطوط الأنابيب القياسية |
| CNC / أوتوماتيكي بالكامل | DN 63-2000 مم | مؤازرة هيدروليكية، يتم التحكم فيها تلقائيًا | متكاملة، ذات طابع زمني | البنية التحتية الحيوية وشبكات الغاز |
| الأسطوانة / حامل الأنابيب متكامل | DN 250-1600 مم | هيدروليكي مع دعم الأسطوانة | متكامل | أنابيب المياه البلدية ذات القطر الكبير |
| المدمجة / المحمولة | DN 20-125 ملم | يدوي أو بمساعدة البطارية | لا شيء or basic | توصيلات الخدمة والري |
الآلات اليدوية
تعتمد آلات الدمج اليدوي على المشغل للتحكم في الضغط من خلال آلية لولبية أو مضخة هيدروليكية يتم تشغيلها يدويًا. ليس لديهم مؤقتات آلية ويتطلبون مشغلين ذوي خبرة يمكنهم الحكم على تكوين الخرزة وتوقيت التحول بالعين المجردة. هذه المنتجات غير مكلفة - غالبًا ما تكون أقل من 5000 دولار أمريكي - وهي مناسبة لأقطار الأنابيب التي تصل إلى حوالي 250 مم في التطبيقات غير الحرجة. يتمثل القيد الرئيسي لها في تباين المشغل: تعتمد الجودة المشتركة بشكل كبير على المهارات الفردية والاهتمام.
الآلات الهيدروليكية نصف الأوتوماتيكية
الفئة الأكثر استخدامًا من آلات اللحام التناكبي في بناء خطوط الأنابيب، توفر الوحدات الهيدروليكية شبه الأوتوماتيكية عملية متسقة يتم التحكم فيها بالضغط مع الاستمرار في الاعتماد على المشغل في انتقالات المرحلة والتوقيت. تحافظ وحدة الطاقة الهيدروليكية على الضغط الدقيق أثناء مرحلتي الدمج والتبريد، مما يمنع تقلبات التشغيل اليدوي. عادةً ما تكلف الآلات في هذه الفئة من الشركات المصنعة مثل McElroy وRitmo وGeorg Fischer وWidos ما بين 15000 دولار و 80000 دولار أمريكي اعتمادا على سعة القطر والملحقات.
آلات الدمج بعقب CNC الأوتوماتيكية بالكامل
تتحكم الآلات الأوتوماتيكية بالكامل - والتي تسمى أيضًا آلات الدمج CNC أو الآلات المدمجة لتسجيل البيانات - في كل معلمة من دورة اللحام إلكترونيًا. يقوم المشغل بإدخال حجم الأنبوب، وSDR (نسبة الأبعاد القياسية)، ودرجة المادة، وتقوم الآلة بحساب وتنفيذ جميع الضغوط، ودرجات الحرارة، والتوقيت، والتحولات تلقائيًا. تسجل هذه الآلات سجل لحام كاملاً يمكن تتبعه لكل وصلة، وهو أمر مطلوب بشكل متزايد في شبكات توزيع الغاز ومشاريع المياه الصالحة للشرب. تبدأ آلات دمج المؤخرة CNC للمبتدئين من علامات تجارية مثل وحدات Ritmo Bios أو McElroy DataLogger 40,000 دولار أمريكي ، مع أنظمة ذات قطر كبير تتجاوز 250.000 دولار.
مكونات الماكينة الرئيسية التي تحتاج إلى فهمها
تشترك كل ماكينة لحام بعقب الاندماج - بغض النظر عن العلامة التجارية أو مستوى التشغيل الآلي - في نفس المكونات الوظيفية. يساعد فهم كل واحد منها في تحديد الجهاز واستكشاف الأخطاء وإصلاحها في الموقع.
- نظام الإطار والتثبيت: العمود الفقري الهيكلي الذي يحمل الأنابيب ينتهي في محاذاة محورية دقيقة. تستخدم معظم الآلات نظام تثبيت ثنائي أو رباعي الفك. تسمح إدخالات التخفيض لإطار واحد بالتعامل مع أقطار أنابيب متعددة - على سبيل المثال، يمكن لآلة DN 630 استخدام الإدخالات للحام الأنابيب DN 400 أو DN 315.
- أداة المواجهة (المسوي): أداة قطع دوارة تعمل بالكهرباء والتي تعمل على تقطيع وجهي الأنبوب في وقت واحد. يجب أن تنتج أداة المواجهة وجوهًا بها فجوة لا تزيد عن 0.3 مم عبر القطر الكامل - وهي نقطة فحص جودة مشتركة. تعد الشفرات الباهتة أو التالفة سببًا رئيسيًا لضعف جودة المفاصل.
- لوحة سخان: لوح ألومنيوم مسطح مزود بعناصر تسخين كهربائية مدمجة، ومغطى بمادة PTFE (بولي تترافلوروإيثيلين) أو مادة مماثلة غير لاصقة لمنع مادة الأنابيب من الالتصاق. يعد توحيد درجة حرارة لوحة السخان أمرًا بالغ الأهمية - حيث يعد اختلاف درجة الحرارة لأكثر من ± 5 درجة مئوية عبر سطح اللوحة سببًا لرفض الأداة. تحتوي معظم اللوحات على تحكم في درجة الحرارة بمستشعر مزدوج.
- وحدة الطاقة الهيدروليكية (HPU): يوفر ضغطًا هيدروليكيًا متحكمًا لأسطوانات التثبيت. يجب أن تكون وحدة HPU قادرة على توفير ضغط ثابت عبر نطاق الشوط الكامل. تتم مراقبة الضغط عن طريق المقياس أو محول الطاقة ويجب معايرته بانتظام — المعايرة الشهرية هي ممارسة قياسية في أعمال خطوط الأنابيب المتعاقد عليها.
- وحدة التحكم / مسجل البيانات: في الآلات الآلية، يقوم PLC أو وحدة التحكم المخصصة بإدارة دورة اللحام وتسجيل المعلمات بما في ذلك درجة حرارة اللوحة، والضغوط في كل مرحلة، والتوقيت، ودرجة الحرارة المحيطة، ومعرف المشغل. يتم تصدير هذه السجلات عبر USB أو Bluetooth أو المزامنة السحابية وتشكل جزءًا من سجل الجودة لخط الأنابيب.
- دعامات الأنابيب/البكرات: بالنسبة للأنابيب ذات القطر الأكبر، تدعم البكرات أو حوامل الأنابيب وزن الأنبوب لمنع إطار الماكينة من تحمل الحمولة الكاملة. تتسبب الأنابيب الثقيلة غير المدعومة في حدوث إزاحة محورية أثناء الدمج وتمثل خطرًا كبيرًا لحدوث خلل.
معلمات العملية الحرجة وكيفية حسابها
بعقب الانصهار هي عملية تعتمد على المعلمات. يجب حساب كل إعداد للماكينة أو التحقق منه وفقًا لمعايير اللحام المعمول بها قبل بدء العمل. المعياران الأكثر استخدامًا على نطاق واسع هما ISO 21307 (الدولي) و DVS 2207-1 (الألمانية، المعتمدة على نطاق واسع عالميا). تنشر بعض سلطات الغاز والمياه الوطنية إجراءات لحام إضافية أو معدلة.
درجة حرارة لوحة سخان
بالنسبة لـ HDPE PE80 وPE100، يتراوح نطاق درجة حرارة اللوحة القياسية من 200 درجة مئوية إلى 230 درجة مئوية. تحدد معظم إجراءات اللحام 210 درجة مئوية ± 10 درجة مئوية. تنتج درجات الحرارة المنخفضة اندماجًا غير كامل. درجات الحرارة المرتفعة تؤدي إلى تحلل البوليمر. يجب التحقق من درجة الحرارة باستخدام مقياس حرارة تلامسي أو بيرومتر تمت معايرته في بداية كل جلسة لحام وعلى فترات منتظمة - ولا يمكن الاعتماد عليها فقط من خلال شاشة العرض المدمجة في الماكينة، والتي قد لا تفسر فقدان الحرارة السطحية في الطقس البارد.
ضغط الانصهار (ضغط الانضمام)
يتم حساب ضغط الاندماج من الضغط السطحي المطلوب مضروبًا في مساحة المقطع العرضي الحلقي للأنبوب، ثم يتم تقسيمه على مساحة الأسطوانة في الماكينة لإعطاء قراءة المقياس الهيدروليكي. الصيغة هي:
P(المقياس) = [p(الواجهة) × A(الأنبوب)] / A(الأسطوانة) P(السحب)
حيث تكون قيمة p (الواجهة) لـ HDPE عادةً 0.15 N/mm². يجب إجراء هذا الحساب لكل مجموعة من أنابيب الماكينة وتسجيله في مواصفات إجراء اللحام (WPS). يعد استخدام ضغط الاندماج غير الصحيح أحد الأخطاء الإجرائية الأكثر شيوعًا في هذا المجال.
وقت نقع الحرارة
يتم حساب وقت امتصاص الحرارة أثناء مرحلة التسخين تقريبًا 10 ثانية لكل ملليمتر من سمك جدار الأنبوب بموجب ISO 21307. بالنسبة للأنبوب بجدار 30 مم (شائع في الأنابيب DN 500 SDR17)، يعني هذا أن الحد الأدنى لوقت النقع يبلغ 300 ثانية - 5 دقائق كاملة مع ضغط الأنبوب برفق على لوحة السخان. يعد تقليل هذا الوقت لتوفير وقت الدورة أحد الاختصارات الميدانية الشائعة التي تنتج مفاصل باردة وغير مندمجة.
وقت التبريد تحت الضغط
يتم حساب وقت التبريد تحت الضغط من سمك الجدار أيضًا. تحدد المواصفة ISO 21307 الحد الأدنى تقريبًا 8 دقائق لكل مليمتر من سمك الجدار لدرجات الحرارة المحيطة التي تزيد عن 10 درجات مئوية. يجب أن تكون درجة الحرارة المحيطة أقل من 5 درجات مئوية، ويجب تمديد فترات التبريد بشكل كبير ويلزم توفير درع من الرياح أو بطانيات عازلة. في الأنابيب بسمك جدار 40 مم عند درجة حرارة 5 درجات مئوية، سيتجاوز الحد الأدنى لوقت التبريد تحت الضغط 90 دقيقة. لا يُسمح بأي حركة أو اهتزاز أو تحرير الضغط خلال هذه النافذة.
ارتفاع الخرزة
تعتبر الخرزة التي تتشكل على وجه المفصل أثناء التسخين مؤشرًا مرئيًا على الانصهار الصحيح. تختلف معايير ارتفاع الخرزة قليلاً بين المواصفات ولكنها تتطلب عادةً حبة مزدوجة متماثلة يبلغ ارتفاعها حوالي 0.5 مم للأنابيب ذات الجدار الرقيق والتي ترتفع إلى 3 مم أو أكثر للأنابيب ذات الجدار السميك. يجب ألا يكون الوادي من حبة إلى حبة أقل من السطح الخارجي للأنبوب. الخرز غير المتماثل يشير إلى اختلال. لا توجد حبة تشير إلى عدم كفاية التدفئة أو الضغط. تشير الخرزات الكبيرة جدًا إلى ارتفاع درجة الحرارة أو الضغط الزائد.
العيوب الشائعة في المفاصل المؤخره وأسبابها
يعد فهم أوضاع الفشل في اللحام التناكبي أمرًا ضروريًا لكل من المشغلين ومفتشي الجودة. تظهر العيوب التالية بشكل متكرر في تحقيقات الفشل:
- الانصهار البارد: يحدث عندما تستغرق إزالة اللوحة وربط الأنابيب وقتًا طويلاً، أو عندما تكون درجات الحرارة المحيطة منخفضة جدًا دون تعويض مناسب. يبدو المفصل طبيعيًا من الخارج ولكن لديه حد أدنى من الترابط الجزيئي داخليًا. إنه يفشل عند ضغوط أقل بكثير من تصنيف الأنابيب. يعد الاندماج البارد من أخطر العيوب لأنه لا يمكن رؤيته بدون إجراء اختبارات تدميرية.
- التلوث: يمنع تلوث وجه الأنبوب من الأوساخ أو الزيت أو المذيبات أو الرطوبة الترابط. حتى بصمات الأصابع الموجودة على سطح الأنبوب الطازج قد ثبت أنها تقلل من قوة المفاصل بنسبة تصل إلى 30% في ظروف المختبر. يجب على المشغلين عدم لمس أطراف الأنابيب ذات الوجه ويجب عليهم ارتداء قفازات نظيفة.
- اختلال: يؤدي الإزاحة المحورية بين طرفي الأنبوب إلى إنشاء خطوة في التجويف مما يؤدي إلى تركيز الضغط. ويحدد معيار ISO 21307 هذا بنسبة 10% من سمك الجدار. أبعد من ذلك، يجب قطع المفصل وإعادة بنائه.
- الضغط غير الصحيح: يؤدي ضغط الاندماج غير الكافي إلى التدفق غير الكامل للمادة المنصهرة. يؤدي الضغط الزائد إلى إخراج المادة المصهورة بسرعة كبيرة، مما يقلل من عمق المنطقة الرابطة. كلاهما ينتج مفاصل ضعيفة على الرغم من المظهر الطبيعي للخرزة.
- التحرر المبكر من المشابك: يؤدي تحرير الضغط أو تحريك الأنبوب قبل أن يبرد المفصل بالكامل إلى تشوه الخرزة وتكوين الفراغ الداخلي والضغط المتبقي في منطقة المفصل.
- طلاء لوحة سخان المتدهورة: يتسبب طلاء PTFE التالف الموجود على لوحة السخان في التصاق مادة الأنابيب وتمزقها أثناء إزالة اللوحة، مما يترك فراغات في سطح الذوبان. يجب استبدال اللوحات ذات الطلاءات التالفة بشكل واضح - الإصلاحات الميدانية باستخدام الشريط أو الطلاء بالرش غير مقبولة.
كيفية اختيار آلة اللحام المؤخرة المناسبة لمشروعك
يتضمن اختيار آلة دمج المؤخرة أكثر من مجرد مطابقة سعة القطر الاسمي للآلة مع الأنبوب الخاص بك. وفيما يلي العوامل التي تهم في الممارسة العملية:
نطاق القطر وتوافق حقوق السحب الخاصة
كل آلة لديها نطاق القطر ونطاق سمك الجدار. قد يستوعب إطار الآلة DN 630 الأنبوب فعليًا، ولكن إذا كانت مساحة الأسطوانة الهيدروليكية غير كافية لتوليد ضغط الاندماج المطلوب لأنبوب SDR 11 ذو الجدار السميك بهذا القطر، فإن الآلة غير مناسبة لهذه المهمة. تأكد دائمًا من أن النظام الهيدروليكي للماكينة يمكنه توفير ضغط الدمج المطلوب بالبار (أو رطل لكل بوصة مربعة) لمجموعة القطر الخارجي للأنبوب وسمك الجدار المحدد.
متطلبات التتبع وتسجيل البيانات
أصبحت العديد من عقود مرافق الغاز والمياه إلزامية الآن تسجيل بيانات اللحام التي يمكن تتبعها بنسبة 100% لكل مشترك. إذا كان مشروعك يتضمن هذا المطلب، فإن الجهاز الذي لا يحتوي على مسجل بيانات متكامل يكون ببساطة غير متوافق - غالبًا لا يقبل العملاء تركيب مسجل خارجي على جهاز يدوي. التحقق من متطلبات العقد قبل الشراء أو الإيجار.
ظروف الموقع وقابلية النقل
يمكن لآلات الدمج التناكبي ذات القطر الكبير للأنابيب DN 800-1200mm أن تزن أكثر من 2000 كجم وتتطلب وضع رافعة في الخندق. بالنسبة للمواقع البعيدة أو المقيدة الوصول، يفضل استخدام الآلات المعيارية الأخف التي يمكن تقسيمها للمعالجة اليدوية حتى لو كانت تتطلب وقتًا أطول للإعداد. ضع في اعتبارك أيضًا مدى توفر الطاقة - تسحب لوحات السخان عادةً ما بين 1.5 كيلووات و15 كيلووات حسب الحجم، وتضيف أداة المواجهة حملًا إضافيًا. يعد تغيير حجم المولد بمثابة إشراف شائع على المشاريع البعيدة.
متطلبات شهادة المشغل
الآلة جيدة فقط مثل مشغلها. في معظم البلدان، يجب أن يكون مشغلو الدمج التناكبي حاصلين على شهادة اللحام الحالية - DVS DVGW GW 330 في ألمانيا، أو WIS 4-32-08 في المملكة المتحدة، أو ما يعادلها من المخططات الوطنية. تشتمل بعض الأجهزة التلقائية على ميزات تسجيل الدخول بمعرف المشغل التي تقفل الجهاز إذا لم يكن لدى المشغل الذي قام بتسجيل الدخول شهادة صالحة في قاعدة بيانات الجهاز. يجب أن تؤخذ تكاليف التدريب والشهادة في الاعتبار عند اتخاذ قرارات اختيار الماكينة عند بناء الطاقم أو توسيعه.
الإيجار مقابل اقتصاديات الشراء
بالنسبة للمقاولين الذين يقومون بأعمال دمج المؤخرة من حين لآخر، غالبًا ما يكون الاستئجار من مورد متخصص أكثر منطقية من الناحية الاقتصادية من الشراء. عادةً ما يتم تشغيل معدلات الإيجار لآلة الدمج الهيدروليكي متوسطة المدى (DN 90-630mm). من 500 إلى 2000 دولار في الأسبوع حسب المنطقة والملحقات المضمنة. يتم استئجار آلات CNC كاملة المواصفات مقابل 3000 دولار إلى 8000 دولار في الأسبوع. يصبح الشراء مناسبًا عندما يتجاوز الاستخدام 20 أسبوعًا تقريبًا في السنة، مع الأخذ في الاعتبار تكاليف الصيانة والمعايرة والتأمين.
أبرز الشركات المصنعة لآلات اللحام بعقب الانصهار
يهيمن على سوق آلات اللحام الانصهار التناكبي عدد قليل من الشركات المصنعة الراسخة التي لديها شبكات توزيع عالمية. فيما يلي نظرة عامة على العلامات التجارية الأكثر استخدامًا وما يميزها:
- ماكيلروي (الولايات المتحدة الأمريكية): يمكن القول إن McElroy هو الاسم الأكثر شهرة في مجال معدات الدمج التناكبي على مستوى العالم، لا سيما في أسواق الغاز والمياه في أمريكا الشمالية. سلسلة TracStar وPitbull الخاصة بهم عبارة عن آلات ذاتية الدفع للاستخدام في الخنادق، ونظام DataLogger الخاص بهم مقبول على نطاق واسع من قبل المرافق. تم تصميم ماكينات McElroy لضمان المتانة في البيئات الميدانية القاسية وتحمل قيمة قوية عند إعادة البيع.
- جورج فيشر (سويسرا): تقوم شركة GF Piping Systems بتصنيع مجموعة كاملة من آلات الدمج التناكبي من سلسلة ROWELD الخاصة بها، والتي تغطي DN 63 إلى DN 2000 مم. تبرز أنظمتها بشكل خاص في مشاريع البنية التحتية الأوروبية وتم تصميمها لتتوافق مع معايير DVS وISO. غالبًا ما يتم تحديد آلات GF بواسطة مرافق الغاز الأوروبية.
- ريتمو (إيطاليا): تقدم Ritmo مجموعة واسعة من الوحدات المحمولة المدمجة إلى ماكينات CNC الأوتوماتيكية بالكامل ذات القطر الكبير. تحظى آلات CNC من سلسلة Bios بتقدير جيد لقدرتها على تسجيل البيانات وتستخدم في تطبيقات المياه والغاز والتطبيقات الصناعية. توفر Ritmo دعمًا قويًا في أسواق أوروبا والشرق الأوسط وآسيا والمحيط الهادئ.
- ويدوس (ألمانيا): شركة Widos متخصصة في آلات اللحام ودمج المؤخرة مع التركيز القوي على الهندسة الدقيقة. يتم العثور على أجهزتهم بشكل شائع في مشاريع شبكات الغاز الألمانية والنمساوية. كما أنها توفر حلولاً مخصصة للتطبيقات ذات القطر الكبير والتطبيقات الصناعية.
- روثنبرجر (ألمانيا): تشتهر شركة Rothenberger في المقام الأول بأدوات الأنابيب ومعدات التدفئة، وتنتج مجموعة قوية من آلات الدمج التناكبي متوسطة الحجم والتي يتم تسعيرها بشكل تنافسي ويتم توزيعها على نطاق واسع من خلال شبكات تأجير الأدوات. أكثر شيوعًا في أعمال الخدمة ذات القطر الأصغر منه في مشاريع النقل الرئيسية الكبيرة.
- ليستر (سويسرا): على الرغم من أنها معروفة في المقام الأول باللحام بالهواء الساخن واللحام بالبثق، إلا أن شركة Leister تنتج معدات الدمج التناكبي لتطبيقات الألواح والألواح، وخاصة ذات الصلة ببطانة الأغشية الأرضية وسياقات تصنيع الخزانات.
مراقبة الجودة واختبار وصلات الدمج المؤخرة
إن إكمال اللحام ليس مثل التأكد من أن اللحام جيد. تتضمن مراقبة الجودة لمفاصل الدمج التناكبي كلاً من الضوابط أثناء العملية وفحص ما بعد اللحام. تتطلب معظم معايير خطوط الأنابيب مجموعة مما يلي:
التفتيش البصري
يتم فحص كل مفصل بصريًا وفقًا لمعايير هندسة الخرز المحددة في المعيار المعمول به. يتحقق المفتشون من ارتفاع الخرزة، والتماثل، والاستمرارية حول المحيط الكامل، وعدم المحاذاة. لا يمكن للفحص البصري وحده اكتشاف الاندماج البارد أو الفراغات تحت السطح، بل يقوم فقط بفحص المفاصل المعيبة بشكل واضح.
الاختبارات المدمرة (اختبارات الانحناء)
الطريقة القياسية للتأكد من جودة الاندماج هي اختبار الانحناء، حيث يتم قطع جزء من المفصل وثنيه للخلف بمقدار 180 درجة. ينحني المفصل الجيد دون أن يتشقق خلال واجهة اللحام - يحدث الفشل في جسم الأنبوب، وليس في المفصل. تتطلب العديد من إجراءات اللحام اختبارًا مدمرًا مشترك واحد على الأقل لكل عامل في اليوم ، مأخوذة من قسيمة اختبار ملحومة تحت نفس شروط وصلات الإنتاج.
اختبار غير مدمر
يعد اختبار الموجات فوق الصوتية المرحلية (PAUT) من أكثر طرق NDT قدرة على وصلات الدمج التناكبي ويمكنه اكتشاف نقص الدمج والفراغات والشوائب دون قطع الأنبوب. تم تحديد PAUT لخطوط الأنابيب ذات العواقب العالية بما في ذلك أنابيب نقل الغاز التي يتجاوز قطرها وعتبات الضغط المحددة. ويتطلب معدات متخصصة وفنيين مدربين. التصوير الشعاعي التقليدي ليس فعالاً على البولي إيثيلين بسبب انخفاض كثافة التباين بين المواد المندمجة وغير المندمجة.
اختبار الضغط الهيدروستاتيكي
يتم اختبار ضغط أقسام خطوط الأنابيب بالماء بمعدل 1.5 مرة من أقصى ضغط تشغيل قبل التشغيل. يلتقط هذا العيوب الجسيمة ولكنه ليس حساسًا بدرجة كافية لاكتشاف المفاصل الضعيفة بشكل هامشي والتي قد تمر في البداية وتفشل بعد سنوات في ظل ظروف التعب أو الارتفاع. يعد الاختبار الهيدروستاتيكي أحد متطلبات التشغيل، وليس بديلاً لمراقبة الجودة لكل وصلة.
بعقب الانصهار مقابل الكهربائي: متى تستخدم أيهما
يعد كل من الدمج التناكبي والصهر الكهربائي (EF) طريقتين قياسيتين لربط أنابيب البولي إيثيلين، ولا يمكن تبديلهما في جميع المواقف. إن فهم متى تكون كل طريقة مناسبة يتجنب أخطاء المواصفات التي يمكن أن تسبب إعادة صياغة كبيرة.
| المعيار | بعقب الانصهار | الصهر الكهربائي |
|---|---|---|
| الحد الأدنى للقطر العملي | DN 63 مم (يمكن أن ينخفض) | DN 20 مم وما فوق |
| حساسية للتلوث | عالية | عالية جدا |
| تكلفة المعدات | عالية (machine-intensive) | تكلفة منخفضة للآلة، تكلفة تركيب عالية |
| الملاءمة في الفضاء الضيق | محدودة بحجم الآلة | ممتاز |
| الإنتاجية (المفاصل في اليوم الواحد) | عاليةer for large diameter straight runs | عاليةer for small diameter and fittings |
| إمكانية التتبع | يتطلب آلة CNC أو مسجل خارجي | مسح الباركود مدمج في معظم وحدات التحكم EF |
من الناحية العملية، تستخدم معظم مشاريع خطوط الأنابيب الكبيرة الدمج التناكبي كطريقة ربط أساسية لتشغيل الأنابيب المستقيمة والصهر الكهربائي للتوصيلات والوصلات والانحناءات ووصلات الخدمة. والطريقتان تكملان بعضهما البعض ولا تتنافسان.
متطلبات صيانة ومعايرة الآلة
تتطلب آلات اللحام بعقب الانصهار صيانة منهجية لأداء ثابت. يمكن للآلة السليمة ميكانيكيًا ولكن خارج المعايرة أن تنتج وصلات معيبة بينما تبدو جميع المعلمات المرئية صحيحة. تشمل متطلبات الصيانة الرئيسية ما يلي:
- معايرة النظام الهيدروليكي: يجب معايرة المقياس الهيدروليكي أو محول الضغط مقابل معيار مرجعي يمكن تتبعه. تتطلب معظم المعايير ومواصفات المرافق المعايرة على الأقل سنويا والعديد منها يتطلب المعايرة قبل كل مشروع أو عقد جديد. يجب أن تكون شهادات المعايرة متاحة في الموقع للفحص.
- التحقق من درجة حرارة لوحة سخان: يجب التحقق من منظم حرارة اللوحة باستخدام مقياس حرارة تلامسي معاير أو مقياس حرارة يعمل بالأشعة تحت الحمراء في بداية كل نوبة عمل. يجب أن تكون درجة حرارة السطح عبر اللوحة موحدة - قم بالتحقق منها في نقاط متعددة، وليس فقط في المركز.
- فحص طلاء PTFE: يجب فحص الطلاءات غير اللاصقة للوحة السخان قبل كل استخدام. ويجب فحص أي مناطق بها تقشير أو تغير في اللون أو التصاق المواد. لا تحاول إصلاح الطلاء باستخدام الشريط اللاصق أو الرش - استبدل اللوحة أو أرسلها لإعادة الطلاء بشكل احترافي.
- تواجه حالة شفرة الأداة: يجب أن تكون شفرات المسوي حادة وغير تالفة. تنتج الشفرات الباهتة وجوهًا خشنة، وتولد حرارة زائدة، وتتسبب في تلطيخ المواد. توصي معظم الشركات المصنعة باستبدال الشفرة بعد كل 50 إلى 100 عملية مواجهة، أو عندما تتدهور جودة الوجه.
- التحقق من محاذاة الإطار والفك: يجب التحقق من محاذاة إطار الماكينة بشكل دوري باستخدام مقاييس القرص أو أشرطة المحاذاة. يمكن أن يؤدي تلف الإطار الناتج عن النقل أو المناولة القاسية أو الأحمال الثقيلة في الخندق إلى حدوث اختلال في المحاذاة يكون غير مرئي أثناء التشغيل العادي.
- السوائل الهيدروليكية والأختام: يجب تغيير السائل الهيدروليكي وفقًا لجدول الشركة المصنعة. يتسبب تسرب الأسطوانات الهيدروليكية في انخفاض الضغط أثناء مرحلة التبريد، وهو مصدر رئيسي للمفاصل المعيبة في الآلات التي لا تتم صيانتها بشكل جيد.
تأثير الظروف البيئية على جودة دمج المؤخرة
يعتبر اللحام التناكبي حساسًا للظروف البيئية بطرق يقلل من تقديرها العديد من المشغلين، لا سيما أولئك ذوي الخبرة في لحام المعادن حيث يكون لتغيرات درجات الحرارة المحيطة تأثير أقل.
اللحام بالطقس البارد
في درجات الحرارة المحيطة التي تقل عن 5 درجات مئوية، تكون أنابيب HDPE أكثر صلابة وأبطأ في التسخين عبر جدارها. يجب تمديد أوقات امتصاص الحرارة، وزيادة أوقات التبريد بشكل كبير. تحظر معظم المعايير اللحام التناكبي تحت -5 درجة مئوية دون احتياطات خاصة. في الممارسة العملية، ملاجئ مصدات الرياح وتسخين الأنابيب إلى 5 درجات مئوية على الأقل هي ممارسة قياسية لأعمال الدمج في الطقس البارد. يؤدي تجاهل متطلبات الطقس البارد واستخدام المعلمات القياسية إلى إنتاج مفاصل ضعيفة بشكل منهجي.
الطقس الحار وأشعة الشمس المباشرة
وعلى الجانب الآخر، قد تكون درجة حرارة سطح الأنابيب التي تُركت تحت ضوء الشمس المباشر في يوم حار أعلى بكثير من درجة حرارة البيئة المحيطة. يتم تسخين الأنبوب الساخن بشكل أسرع، ويصل إلى حالة الذوبان الصحيحة في وقت أقرب مما يفترضه حساب وقت النقع. قم بتظليل الأنبوب قبل اللحام وقياس درجة حرارة سطح الأنبوب للتأكد من أنها ضمن نطاق درجة حرارة ما قبل اللحام من 0 درجة مئوية إلى 40 درجة مئوية المحدد في معظم الإجراءات.
الرياح والغبار
تعمل الرياح على تسريع عملية تبريد كل من لوحة السخان وسطح ذوبان الأنبوب أثناء التغيير. حتى الرياح المعتدلة - 15 كم/ساعة - يمكنها تبريد وجه الأنبوب بشكل كبير خلال مرحلة التغيير الحرجة. يعد تلوث الغبار على سطح الأنبوب الطازج مشكلة غير مرئية ولكنها خطيرة. يعتبر مأوى اللحام أو الخيمة التي تمنع الرياح والغبار من المعدات القياسية في المشاريع ذات الجودة المدارة، وليست وسيلة راحة اختيارية.