English
English 中文简体
中文简体 русский
русский عربى
عربى
محتوى
- 1 الأنواع الثلاثة الأساسية للحام الانصهار: إجابة مباشرة
- 2 النوع الأول: اللحام التناكبي — الطريقة الأكثر استخدامًا على نطاق واسع
- 3 النوع الثاني: اللحام بالصهر الكهربائي – الدقة في الأماكن الضيقة
- 4 النوع 3: لحام المقبس - قطر صغير، حجم كبير
- 5 مقارنة جنبًا إلى جنب بين جميع أنواع اللحام الانصهار الثلاثة
- 6 آلات اللحام الانصهار التناكبي: ما الذي يجب البحث عنه عند اختيار المعدات
- 7 العيوب الشائعة في اللحام الانصهار وكيفية الوقاية منها
- 8 المعايير المطبقة وشهادة المشغل للحام الانصهار
- 9 اختيار طريقة اللحام بالصهر المناسبة لمشروعك
الأنواع الثلاثة الأساسية للحام الانصهار: إجابة مباشرة
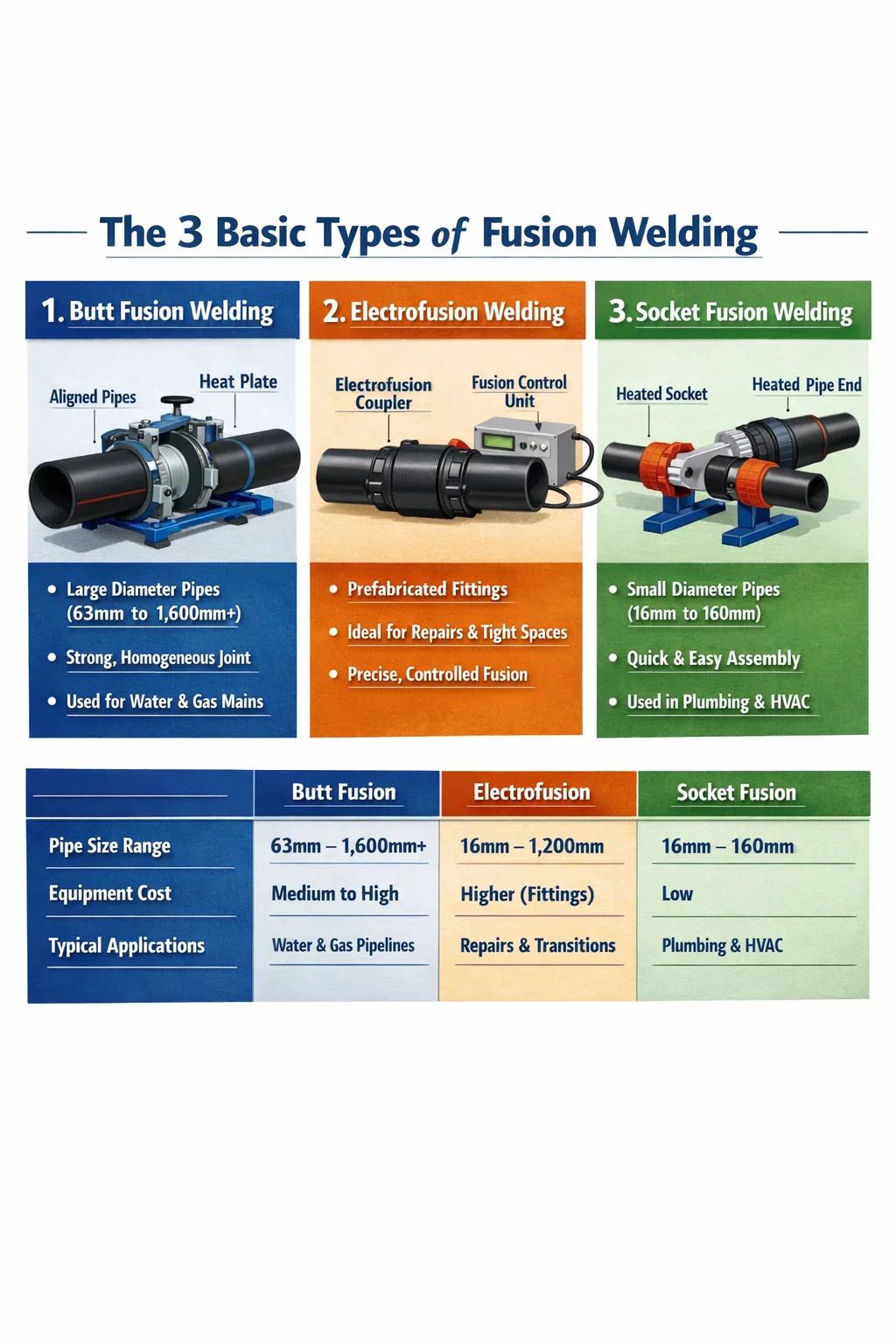
الأنواع الثلاثة الأساسية للحام الانصهار هي اللحام بعقب الانصهار، اللحام الكهربائي، واللحام الانصهار المقبس . هذه الطرق هي أساس ربط الأنابيب البلاستيكية الحرارية عبر إمدادات المياه، وتوزيع الغاز، والأنابيب الصناعية، ومشاريع البنية التحتية في جميع أنحاء العالم. يستخدم كل نوع الحرارة لإذابة المواد ودمجها معًا دون الحاجة إلى مواد لاصقة أو مثبتات ميكانيكية، مما يؤدي إلى إنتاج وصلات غالبًا ما تتطابق مع قوة مادة الأنابيب الأصلية أو تتجاوزها.
في حين أن الثلاثة يقعون تحت مظلة لحام الانصهار، إلا أنهم يختلفون بشكل كبير في متطلبات المعدات، وهندسة المفاصل، وملاءمة حجم الأنابيب، والتعقيد التشغيلي. يعد فهم هذه الاختلافات أمرًا ضروريًا قبل اختيار طريقة الانضمام أو الاستثمار في آلات لحام الصهر التناكبي أو معدات الدمج الأخرى لتطبيق معين.
النوع الأول: اللحام التناكبي — الطريقة الأكثر استخدامًا على نطاق واسع
اللحام التناكبي هو تقنية ربط الأنابيب البلاستيكية الحرارية الأكثر استخدامًا على مستوى العالم، خاصة لأنابيب البولي إيثيلين (PE) والبولي بروبيلين (PP) التي تتراوح من قطرها من 63 ملم إلى أكثر من 1600 ملم . تتضمن العملية تسخين الأطراف المربعة لقسمين من الأنابيب على لوح تسخين مسطح، وإزالة اللوحة بمجرد وصول المادة إلى درجة حرارة الذوبان الصحيحة، ثم ضغط الأطراف المنصهرة معًا تحت ضغط متحكم فيه لتشكيل وصلة متجانسة مستمرة.
كيف ماكينات لحام بعقب الانصهار العمل
تتكون آلات اللحام التناكبي من عدة مكونات رئيسية: إطار تثبيت لتثبيت الأنابيب في محاذاة محورية، وأداة مواجهة (مشذبة) تعمل على تشكيل نهايات الأنبوب بشكل مسطح ومتوازي، ولوحة تسخين مع تحكم دقيق في درجة الحرارة، ونظام دفع هيدروليكي أو ميكانيكي يتحكم في قوة وسرعة الربط. تتوفر آلات اللحام الدمج التناكبي الحديثة بتكوينات CNC يدوية وشبه أوتوماتيكية وآلية بالكامل، مع آلات أوتوماتيكية تسجل جميع معلمات اللحام رقميًا لتتبع الجودة.
تتبع عملية الدمج القياسية أربع مراحل حرجة على النحو المحدد في المعايير الدولية مثل دفس 2207-1 وايزو 21307:
- مرحلة الخرزة: يتم ضغط نهايات الأنابيب على لوحة التسخين عند ضغط محدد لتشكيل حبة ذوبان أولية، عادةً من 0.5 مم إلى 1.0 مم لكل جانب.
- مرحلة امتصاص الحرارة: يتم تقليل الضغط إلى ما يقرب من الصفر بينما تتغلغل الحرارة بعمق في جدار الأنبوب. تعتمد المدة على سمك جدار الأنبوب تقريبًا 10 ثانية لكل ملليمتر من سمك الجدار .
- مرحلة التحول: تتم إزالة لوحة التسخين ويتم تجميع طرفي الأنبوب معًا. ويجب إكمال ذلك في أقل من 5 إلى 6 ثوانٍ للأنابيب التي تزيد عن 17 حقوق السحب الخاصة لمنع التبريد المبكر.
- مرحلة الانضمام والتبريد: يتم تطبيق الضغط تدريجيًا على مستوى قوة الانضمام ويتم الحفاظ عليه طوال فترة التبريد، والتي يمكن أن تتراوح من 10 دقائق للأنابيب ذات القطر الصغير إلى أكثر من 60 دقيقة للأنابيب ذات القطر الكبير .
أنواع آلات اللحام التناكبي حسب فئة الحجم
يتم تصنيف آلات اللحام الانصهار التناكبي حسب نطاق قطر الأنبوب الذي يمكنها استيعابه:
| فئة الآلة | نطاق القطر | تطبيق نموذجي | نظام القيادة |
|---|---|---|---|
| المدمجة / المحمولة | 63 ملم - 250 ملم | خطوط الأنابيب السكنية والصغيرة | يدوي / هيدروليكي |
| متوسطة المدى | 160 ملم - 630 ملم | شبكات المياه والغاز البلدية | هيدروليكي |
| القطر الكبير | 400 ملم - 1200 ملم | أنابيب النقل، المصنع الصناعي | هيدروليكي / CNC |
| كبير جدًا/مخصص | 1000 مم – 1600 مم | خطوط الطين التعدين، والبنية التحتية الكبيرة | CNC أوتوماتيكي بالكامل |
المزايا الرئيسية للحام الانصهار بعقب
- تنتج وصلة متجانسة بالكامل مع قوة الشد تساوي أو تزيد عن الأنبوب نفسه — عادةً ما يكون أعلى من 20 ميجا باسكال بالنسبة لمادة PE100.
- لا توجد حاجة إلى مواد مستهلكة بخلاف مادة الأنابيب نفسها - لا توجد أدوات توصيل أو تركيبات أو مواد لاصقة.
- مناسب للتطبيقات ذات القطر الكبير حيث يكون الصهر الكهربائي أو دمج المقبس غير عملي أو مكلف للغاية.
- مقبولة على نطاق واسع وفقًا للمعايير الدولية بما في ذلك ISO 21307 وأستم F2620 وEN 12201.
- عمر خدمة طويل - تم تصنيف وصلات الدمج التناكبي المصنوعة بشكل صحيح في أنبوب PE100 على أنها أكثر من 50 عاما تحت ضغوط التصميم.
القيود التي يجب مراعاتها
- يتطلب محاذاة دقيقة - فحتى المحاذاة الزاويّة الطفيفة يمكن أن تنتج مفصلًا معيبًا يفشل تحت دورة الضغط.
- حساس للظروف المحيطة: يتطلب دمج المؤخرة في درجات حرارة أقل من 0 درجة مئوية أو أعلى من 40 درجة مئوية احتياطات خاصة مثل التخييم أو أوقات التسخين الممتدة.
- غير مناسب لربط الأنابيب المصنوعة من مواد مختلفة أو فئات SDR (نسبة الأبعاد القياسية) دون مراجعة هندسية.
- تعمل فترة التبريد على إطالة إجمالي وقت الدورة بشكل كبير بالنسبة لسماكات الجدران الكبيرة، مما يقلل من إنتاج المفاصل اليومي في المشاريع ذات القطر الكبير.
النوع الثاني: اللحام بالصهر الكهربائي – الدقة في الأماكن الضيقة
يستخدم اللحام الكهربائي تركيبات مسبقة الصنع تحتوي على ملفات أسلاك مقاومة كهربائية مدمجة. عندما تقوم وحدة التحكم بالصهر الكهربائي بتمرير تيار كهربائي متحكم فيه عبر الملف، فإنها تولد حرارة من داخل جدار التركيب، مما يؤدي إلى إذابة كل من الجزء الداخلي للتركيب والسطح الخارجي للأنبوب في وقت واحد. يندمج السطحان المنصهران معًا تحت ضغط الاحتواء من الجسم المناسب، مما يخلق وصلة قوية مانعة للتسرب.
تعتبر هذه الطريقة ذات قيمة خاصة في المواقف التي لا تتمكن فيها آلات اللحام بالدمج التناكبي من الوصول إلى موقع المفصل - على سبيل المثال، في الخنادق الضيقة، أو داخل المباني، أو في أعمال الإصلاح ذات طول مستقيم محدود للأنبوب، أو عند الاتصال بخطوط الأنابيب الحية الموجودة باستخدام وصلات سرج الصهر الكهربائي. يتم التحكم في العملية بأكملها عن طريق مسح الباركود الموجود على التركيب، والذي يقوم تلقائيًا بتعيين جهد الدمج الصحيح والوقت وفترة التبريد.
حيث يتفوق الاندماج الكهربائي على الاندماج المؤخرة
الصهر الكهربائي هو الطريقة المفضلة لقطر الأنابيب أقل من 63 مم حيث يصبح الدمج التناكبي صعبًا ميكانيكيًا، ولربط الخطوط الفرعية والأكواع والمخفضات والأغطية الطرفية حيث تجعل هندسة التركيب الدمج التناكبي مستحيلًا. وهي أيضًا التقنية القياسية لتوصيلات خدمة الغاز بخطوط التوزيع الرئيسية في العديد من البلدان، حيث تحدد مرافق الغاز في المملكة المتحدة وألمانيا وأستراليا قارنات التوصيل الكهربائي لجميع توصيلات أنابيب الخدمة كمسألة سياسية.
تكلفة تركيبات الصهر الكهربائي أعلى بكثير من تكلفة الأنابيب العادية — قد تكون تكلفة قارنة التوصيل الكهربي DN200 10 إلى 20 مرة أكثر من الطول المكافئ للأنبوب العادي . وهذا يجعلها اقتصادية للإصلاح والتوصيل ونقاط الانتقال، ولكنها غير عملية باعتبارها طريقة الربط الأساسية لعمليات التشغيل الطويلة المستقيمة حيث توفر آلات اللحام بالدمج التناكبي تكاليف مشتركة أقل بكثير.
متطلبات التحضير الحرجة
- يجب كشط سطح الأنبوب لإزالة الطبقة الخارجية المؤكسدة - بحد أدنى لعمق الكشط 0.1 ملم إلى 0.2 ملم مطلوب لفضح مادة PE العذراء.
- يجب تنظيف المنطقة المخدوشة باستخدام كحول الأيزوبروبيل مباشرة قبل إدخالها في التركيب.
- يجب تصحيح بيضاوية الأنابيب باستخدام مشابك إعادة التقريب قبل الدمج للأنابيب التي تزيد عن 17 SDR.
- يجب ترك مشابك المحاذاة في مكانها طوال فترة التبريد الكاملة - حيث تعد الإزالة المبكرة سببًا رئيسيًا لفشل المفاصل في الظروف الميدانية.
النوع 3: لحام المقبس - قطر صغير، حجم كبير
يستخدم لحام المقبس في المقام الأول للأنابيب البلاستيكية الحرارية ذات القطر الأصغر - عادة 16 ملم إلى 160 ملم — في مواد مثل CPVC، وPVC، وPP-R، وPVDF. تتضمن العملية تسخين الجزء الخارجي من حنفية الأنبوب والجزء الداخلي من المقبس المثبت على أداة تسخين مزدوجة الجوانب في وقت واحد، ثم إزالة كليهما بسرعة من المدفأة ودفعهما معًا لتشكيل وصلة منصهرة حيث تبرد الأسطح تحت قوة ضغط طفيفة.
هذه الطريقة سريعة للغاية - يمكن للفني ذي الخبرة إكمال وصلة دمج المقبس في أقل من 30 ثانية للأقطار الصغيرة - مما يجعلها مناسبة تمامًا لتركيبات السباكة ذات الحجم الكبير، وأنابيب التدفئة والتهوية وتكييف الهواء (HVAC)، وأنظمة الجرعات الكيميائية، وأنابيب المختبرات. يتم تصنيع تجهيزات دمج المقبس بتداخل مستدق طفيف، مما يضمن المحاذاة الذاتية والاحتواء أثناء عملية الدمج دون الحاجة إلى تثبيت خارجي.
مقارنة بـ بعقب الانصهار للأعمال ذات القطر الصغير
بالنسبة للأنابيب التي يقل قطرها عن 63 مم، يكون تنفيذ دمج المقبس أسرع بشكل عام وأسهل في التنفيذ من الدمج التناكبي، وتكون تكلفة المعدات أقل بكثير - قد تكلف مجموعة حديدية أساسية لدمج المقبس أقل من 500 دولار مقابل عدة آلاف من الدولارات لآلات اللحام بالدمج التناكبي للمبتدئين. ومع ذلك، فإن وصلات الدمج المقبسية تقدم تقييدًا للتدفق بسبب الخرزة الداخلية وهندسة التركيب، مما يجعل الدمج التناكبي مفضلاً لتطبيقات الضغط الحرجة أو التدفق الحرج حتى في الأقطار الأصغر.
حدود المقبس الانصهار
- لا يُنصح باستخدامه مع الأنابيب التي يزيد قطرها عن 160 مم - حيث يزداد خطر التسخين غير المتساوي وضعف جودة الوصلات بسرعة مع زيادة القطر.
- يتطلب توقيتًا دقيقًا - يمكن أن يؤدي ارتفاع درجة الحرارة أو انخفاض درجة الحرارة ولو لبضع ثوانٍ إلى ضعف المفاصل أو تدهور المواد.
- لا يمكن استخدامها لربط مواد الأنابيب المختلفة دون تركيبات مقابس متوافقة.
- تعتمد جودة المفصل بشكل كبير على مهارة المشغل واتساقه، مما يجعلها أكثر تنوعًا من عمليات الدمج المؤخرة الآلية أو عمليات الصهر الكهربائي.
مقارنة جنبًا إلى جنب بين جميع أنواع اللحام الانصهار الثلاثة
| ميزة | Butt Fusion | الصهر الكهربائي | مقبس الانصهار |
|---|---|---|---|
| نطاق القطر النموذجي | 63 ملم - 1600 ملم | 16 ملم - 1200 ملم | 16 ملم - 160 ملم |
| تكلفة المعدات | متوسطة إلى عالية | منخفض (جهاز التحكم فقط) | منخفض جدًا |
| التكلفة الاستهلاكية لكل مشترك | منخفض جدًا | عالية (التجهيزات) | متوسطة (التجهيزات) |
| القوة المشتركة | يساوي الأنابيب | يساوي الأنابيب | أقل قليلا |
| مستوى المهارة المطلوبة | عالية (المشغل المدرب) | متوسط | منخفضة إلى متوسطة |
| ملاءمة للأماكن الضيقة | محدودة | ممتاز | جيد |
| تسجيل البيانات / التتبع | متوفر على ماكينات CNC | القياسية على وحدات التحكم | ليس قياسيا |
آلات اللحام الانصهار التناكبي: ما الذي يجب البحث عنه عند اختيار المعدات
إن اختيار آلة اللحام المناسبة لمشروع ما يتجاوز مجرد مطابقة قطر الأنبوب. تحدد العديد من العوامل الفنية والتشغيلية ما إذا كانت الآلة ستنتج باستمرار وصلات متوافقة طوال عمر المشروع.
دقة درجة حرارة لوحة التسخين
يجب أن تحافظ لوحة التسخين على درجة حرارة السطح 200 درجة مئوية إلى 230 درجة مئوية لدمج أنابيب PE القياسية. يجب ألا يتجاوز تغير درجة الحرارة عبر سطح اللوحة ±5 درجة مئوية وفقًا للمواصفة ISO 12176-1. يمكن للألواح ذات التحكم الأقل في درجة الحرارة - والتي توجد عادة في الآلات ذات الميزانية المحدودة - أن تنتج مناطق باردة تؤدي إلى اندماج غير كامل أو مناطق ساخنة تؤدي إلى تدهور مادة الأنابيب، وكلاهما يؤدي إلى إنشاء وصلات تفشل في اختبار الضغط الهيدروستاتيكي.
التحكم في ضغط النظام الهيدروليكي
يجب أن يكون النظام الهيدروليكي الموجود في ماكينة لحام الدمج التناكبي قادرًا على تطبيق تعويض ضغط السحب - مما يعني أن الماكينة تحسب تلقائيًا احتكاك الحامل وكتلة الأنبوب عند حساب قوة الربط الصافية وتطبيقها. بدون هذا التعويض، ستتلقى الأنابيب الأكبر والأثقل ضغطًا غير كافٍ للوصل، مما يؤدي إلى إنتاج وصلات ذات تكوين خرزي غير كافي. يعد تعويض ضغط السحب ميزة قياسية في الأجهزة عالية الجودة ويجب التحقق منها قبل الشراء.
جودة أداة المواجهة (المتقلب).
يجب أن تنتج أداة المواجهة أسطح نهاية الأنبوب مسطحة ومتوازية ومتعامدة مع محور الأنبوب. أي فجوة بين طرفي الوجه تزيد عن 0.3 ملم للأنابيب التي يصل قطرها إلى 250 ملم ، أو أكبر نسبيًا للأنابيب الأكبر حجمًا، يعتبر خارج نطاق التسامح ويتطلب إعادة المواجهة. تعد شفرات التشذيب البالية أو سيئة الصيانة مصدرًا شائعًا لعيوب المفاصل التي يمكن تجنبها في الموقع.
آلات اللحام الأوتوماتيكية مقابل آلات اللحام اليدوية
بالنسبة للمشاريع التي تتطلب متطلبات ضمان الجودة - مثل خطوط أنابيب نقل الغاز، أو أنابيب المياه الصالحة للشرب، أو الخطوط الكيميائية الصناعية - توفر آلات اللحام بالصهر الأوتوماتيكية بالكامل CNC مزايا كبيرة:
- يتم تسجيل جميع معلمات اللحام (درجة الحرارة والضغط والوقت والظروف المحيطة) رقميًا وتخزينها مقابل رقم تعريف مشترك فريد.
- يتم تقليل مدخلات المشغل إلى الحد الأدنى خلال مرحلة الانضمام، مما يقلل من الأخطاء البشرية.
- يمكن تنزيل السجلات وإرسالها إلى مالك خط الأنابيب أو جهة التصديق كجزء من الوثائق المضمنة.
- تتضمن بعض الأنظمة مسح RFID أو الباركود لربط سجلات اللحام مباشرة بأرقام دفعات الأنابيب وشهادات المشغل.
تشمل الشركات المصنعة الرائدة لآلات اللحام الانصهار التناكبي شركة McElroy (الولايات المتحدة الأمريكية)، وRitmo (إيطاليا)، وWorldpoly (أستراليا)، وGeorg Fischer (سويسرا)، وWidos (ألمانيا)، حيث تقدم كل منها خطوط إنتاج عبر نطاق القطر الكامل بدءًا من الوحدات اليدوية المحمولة وحتى أنظمة CNC ذات القطر الكبير.
العيوب الشائعة في اللحام الانصهار وكيفية الوقاية منها
بغض النظر عن أي من أنواع اللحام بالصهر الثلاثة يتم استخدامه، فإن بعض آليات العيوب شائعة في جميع الطرق. يعد التعرف على هذه الأمور ومنعها أمرًا أساسيًا لتحقيق وصلات موثوقة وطويلة الخدمة.
الانصهار البارد
يحدث الاندماج البارد عندما يتم تطبيق طاقة حرارية غير كافية على الأنابيب أو أسطح التركيب قبل الانضمام. تبدو الأسطح مندمجة ولكنها لم تحقق الترابط الكامل بين الجزيئات. يمكن أن يبدو المفصل ذو الاندماج البارد مطابقًا بصريًا للمفصل الجيد في حين أنه يحتوي فقط على 20-40% من قوة الشد المتوقعة . عادةً ما ينتج الاندماج البارد عن تقصير أوقات التسخين، أو تلوث ألواح التسخين مع انخفاض نقل الحرارة، أو تبريد الرياح المحيطة لنهايات الأنبوب أثناء التغيير. إنه عيب الاندماج الأكثر خطورة لأنه يجتاز الفحص البصري.
الأسطح المشتركة الملوثة
تمنع عوامل تحرير الأوساخ أو الرطوبة أو الزيت أو الأنابيب الموجودة في منطقة الاندماج الترابط المناسب. في حالة الدمج المؤخرة، ينتج هذا في أغلب الأحيان عن ألواح التسخين الملوثة - يجب تنظيف الألواح بقطعة قماش نظيفة خالية من الوبر وبدون مذيبات كيميائية غير تلك المحددة من قبل الشركة المصنعة للآلة. في الصهر الكهربائي، يعد تلوث سطح الأنبوب المكشط بين الكشط والإدخال سببًا رئيسيًا للفشل.
اختلال الزاوية
يؤدي الاختلال الزاوي في المفاصل الدمجية إلى تركيز الضغط على الجانب الرقيق من المقطع العرضي للمفصل تحت الضغط أو أحمال الانحناء. معايير مثل DVS 2207-1 تحد من الانحراف الزاوي المسموح به أقل من 5 مم مقاسة عبر قطر الأنبوب بعد مواجهة. تعد الآلات ذات الفك المشبك البالي أو التالف سببًا رئيسيًا لمشاكل المحاذاة غير الصحيحة المتكررة في الموقع.
تكوين حبة غير كافية في بعقب الانصهار
تُعد الخرزة ذات اللف المزدوج المتكونة على الجزء الخارجي من وصلة الدمج المؤخرة المكتملة مؤشرًا مرئيًا لجودة الدمج. تحدد المعايير الحد الأدنى والحد الأقصى لعرض الخرز بناءً على قطر الأنبوب وSDR - على سبيل المثال، يجب أن تنتج وصلة DN200 SDR11 عرضًا للخرز تقريبًا 6 ملم إلى 10 ملم على كل جانب. تشير الخرزة الضيقة جدًا إلى عدم كفاية امتصاص الحرارة أو ضغط الانضمام؛ قد تشير الخرزة الواسعة للغاية إلى ارتفاع درجة الحرارة أو قوة الربط المفرطة. كلاهما ينتج مفاصل دون المستوى المطلوب.
المعايير المطبقة وشهادة المشغل للحام الانصهار
يتم تنظيم اللحام الانصهار لأنابيب الضغط من خلال مجموعة من المعايير الدولية والوطنية. إن الامتثال لهذه المعايير ليس أمرًا اختياريًا في مشاريع خطوط الأنابيب المنظمة - حيث يمكن أن يؤدي عدم الامتثال إلى رفض العمل المكتمل وتكاليف إعادة العمل الكبيرة.
- ISO 21307 — الأنابيب البلاستيكية ووصلاتها: المتطلبات الموحدة للحام اللحام التناكبي لأنابيب ووصلات البولي إيثيلين المستخدمة في أنظمة إمداد المياه والغاز.
- DVS 2207-1 — المعيار الألماني للغاز الساخن ولحام تناكب الأدوات الساخنة لللدائن الحرارية — المعتمد على نطاق واسع عالميًا كمرجع تقني.
- ASTM F2620 — الممارسة القياسية لربط أنابيب البولي إيثيلين وتركيباتها بالصهر الحراري، المستخدمة بشكل أساسي في مشاريع أمريكا الشمالية.
- إن 12176 — مواصفات آلات اللحام الانصهار التناكبي لأنابيب PE المستخدمة في إمدادات المياه والغاز.
- ايزو 12176-2 — معدات الوصل الكهربائي لأنظمة أنابيب البولي إيثيلين.
شهادة المشغل مطلوبة من قبل معظم مرافق الغاز والمياه. في أوروبا، نظام اعتماد DVS لعمال لحام الأنابيب البلاستيكية معترف به على نطاق واسع. في أستراليا، تدير جمعية أنابيب صناعة البلاستيك (PIPA) برنامجًا لإصدار شهادات اللحام. في الولايات المتحدة الأمريكية، يطلب العديد من مقاولي خطوط الأنابيب من المشغلين الحصول على الشهادة الحالية بموجب معايير المرافق ذات الصلة أو معايير ASME/AWS. تتطلب الشهادة عادةً إجراء فحص كتابي وتقييم عملي لقطع الاختبار الملحومة.
اختيار طريقة اللحام بالصهر المناسبة لمشروعك
يجب أن يعتمد القرار بين الدمج التناكبي، والصهر الكهربائي، ودمج المقبس على تقييم واضح لقطر الأنبوب، وظروف الموقع، وحجم الوصلات، ومتطلبات الجودة، والتكلفة الإجمالية - وليس فقط على مدى توفر المعدات.
ل مسارات طويلة مستقيمة من أنابيب PE ذات القطر الكبير في مشاريع نقل الماء أو الغاز، توفر آلات اللحام بالدمج التناكبي أقل تكلفة لكل وصلة وتنتج النتائج الأكثر اتساقًا عند تشغيلها بواسطة موظفين مدربين. يمكن لآلة اللحام المفردة في مشروع ذو قطر كبير أن تكمل 20 إلى 40 وصلة يوميًا، اعتمادًا على حجم الأنبوب وظروف الموقع.
ل أعمال الإصلاح والاتصالات والمواقع التي يتم فيها تقييد الوصول إلى الجهاز يعد الصهر الكهربائي هو الاختيار الصحيح بغض النظر عن علاوة التكلفة على التركيبات. إن القدرة على عمل وصلة عالية التكامل في خندق بعرض 600 مم باستخدام وحدة تحكم مدمجة فقط ومشبك محاذاة لا يمكن تكرارها ببساطة مع أي آلة لحام بدمج بعقب.
ل السباكة ذات القطر الصغير، والتكييف، والأنابيب الصناعية في مواد PP-R أو CPVC أو PVDF التي يقل سمكها عن 110 مم، يوفر دمج المقبس أسرع وقت دورة وأقل استثمار في المعدات، مما يجعله الاختيار القياسي لتطبيقات خدمات البناء في جميع أنحاء العالم.
من الناحية العملية، تستخدم معظم مشاريع خطوط الأنابيب الكبيرة جميع الطرق الثلاثة في نقاط مختلفة: آلات اللحام بالصهر للخط الرئيسي، والصهر الكهربائي للتوصيلات والإصلاحات، ودمج المقبس لنقاط ربط الأجهزة والأنابيب المساعدة الصغيرة. إن فهم نقاط القوة والقيود في كل طريقة - وتدريب المشغلين واعتمادهم في جميع الطرق الثلاثة - هو علامة مقاول خطوط الأنابيب المختص.